Hello there, welcome to our March 2026 Production Updates!
AltMill 2×4 and 4×4
Lead times for 2×4 and 4×4 machines are now fairly short, with most machines shipping out within 2 weeks. Lead times for 1.5KW and 2.2KW spindle kits may vary. 2.2KW spindles for the AltMill are expected to ship in approximately 1-2 weeks as well. 1.5KW spindles are backordered, and are expected to be restocked in mid-to-late April. We will provide a more detailed update on the product page once we have more details.
Orders for AltMill 2×4 and 4×4 will ship out separately, which means that users can assemble their machines ahead of time.
Office Expansion
We just expanded our office again! Mid-last year, our upstairs neighbours moved out so we took over around 6000sqft. There was also a part of the office with a stairway that lead to nowhere. Now, that stairway leads somewhere! We are knocking down that wall to take over a portion of our next door neighbour as well. This move adds another 2000-3000sqft, which will be used for some assembly work, especially for electronics, as it is more isolated to the larger office and we can reduce the amount of dust for those parts.
Painting the new office expansion
LongMill MK3 Development
LongMill MK3 development continues to chug along.
Setting up the first LongMill MK3 with Dave
We set up our first machine with our beta tester, Dave! Since he’s our first beta tester, we learned a few things, including:
Starting the Y gantries at the front of the machine makes it easier to put on the X rail, especially if you have limited access to the back of the machine.
Putting the X rail onto the Y gantry can be a bit finicky. We are potentially going to update the design of the Y gantries to allow the rail to drop in sort of like the AltMill.
Other changes and updates in progress include:
Redesigned Z-motor mount to allow the inductive sensor to sit higher up, allowing for more travel.
We are still looking to onboard and work with two more beta testers, which should happen in the coming weeks.
Prototype LongMill MK3 48×30
We are also slowly starting production on some of the major, long lead time components in the coming weeks.
Additionally, we are coming close to the end of the LongMill MK2.5 batch. Once we have sold out on the remaining machines, we will not have LongMills available for sale until the new batch of MK3 machines start shipping. We are currently checking inventory to confirm how much longer we have, but we estimate approximately 1-2 months of stock remaining currently. LongMill MK2.5 machines are shipping within a week.
SLB-EXT V2
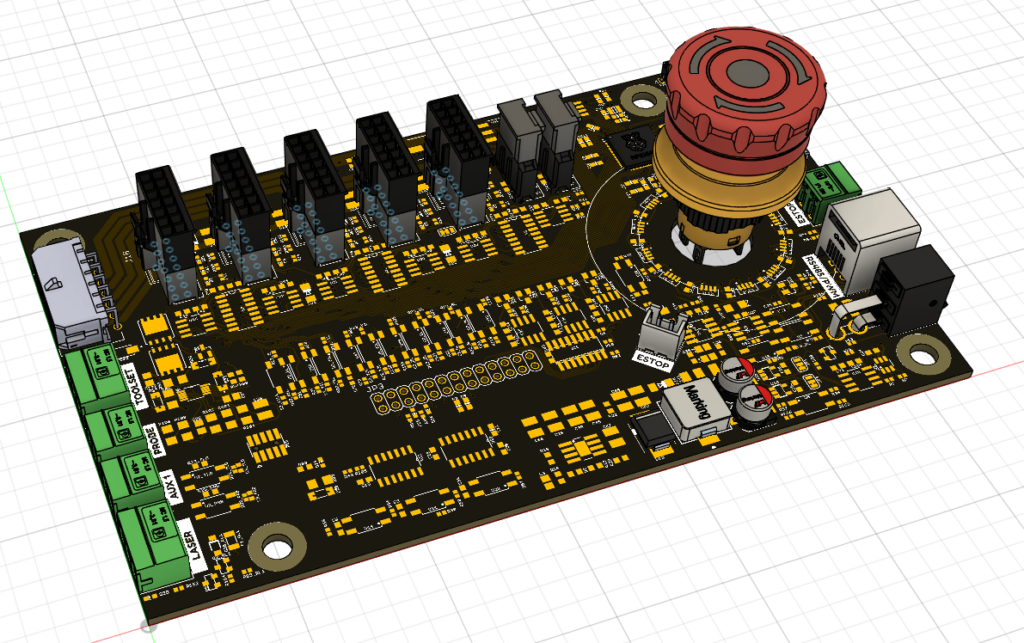
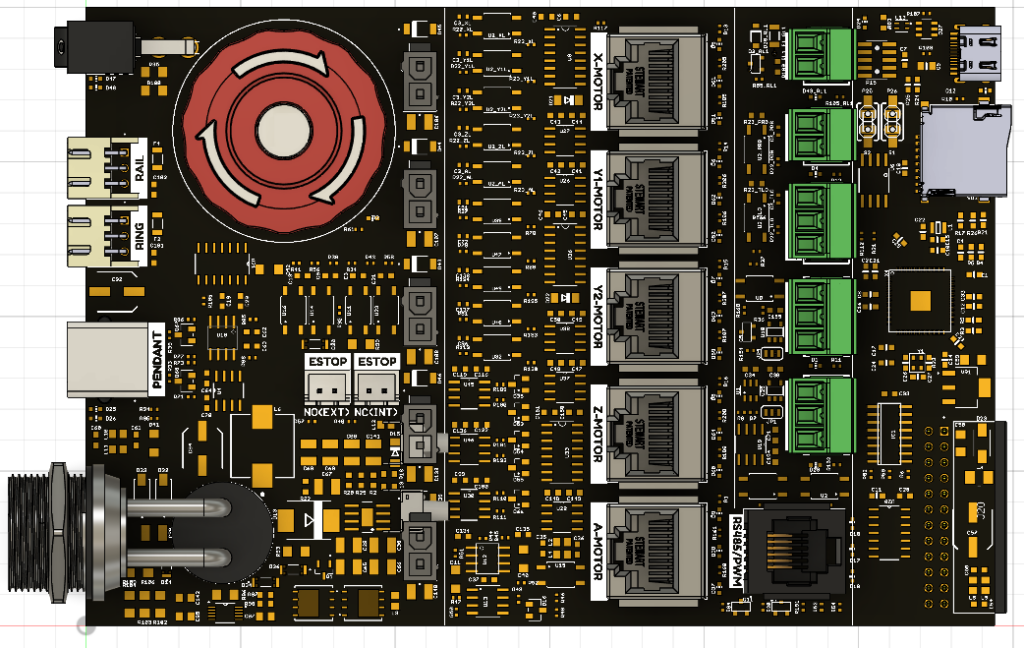
The development of the new controller continues to be underway. For those not up to date, we are working on a new version of the SLB to be better optimized for cost and manufacturing, while still keeping the same functionality of the original SLB.
Continued development of the SLB-EXT
A ton more work done with the new SLB, including:
Updated layouts for the traces and components
Design and development of the advanced breakoutboard
Design of new plugs and cables to improve wire management
We will start the process of making a batch of prototype boards and conducting testing in the coming weeks.
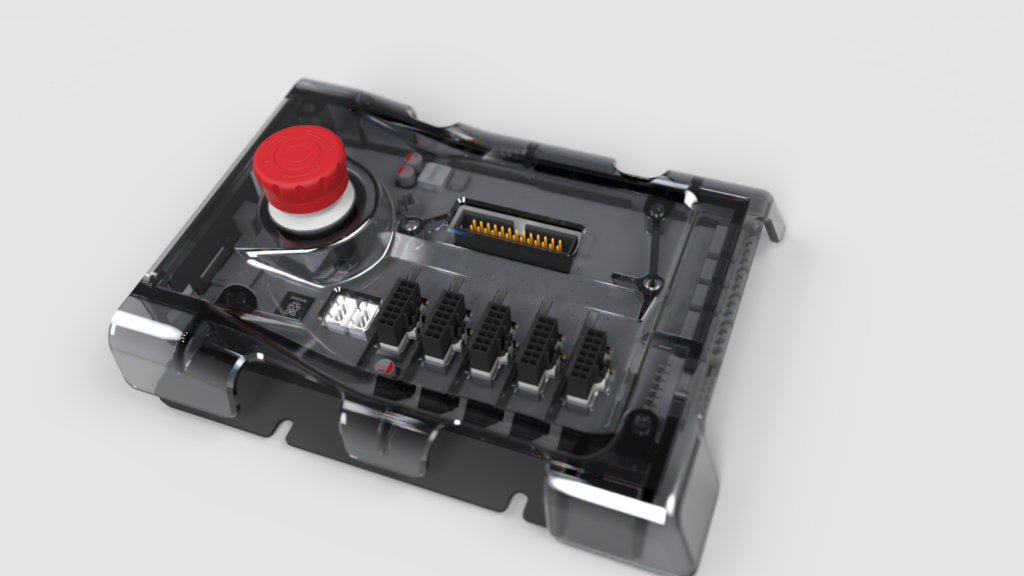
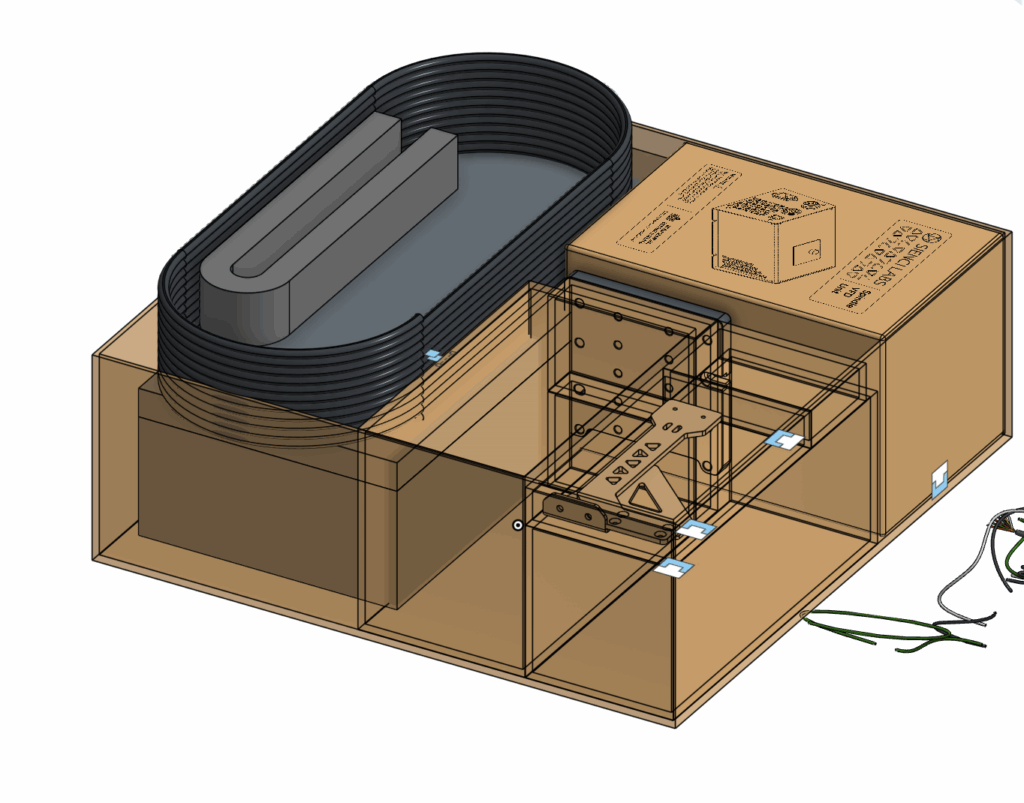
Rendered mockup
AltMill 4×8
As of Feb 23rd, we have received all of the parts needed to start building 4×8 machines, with the exception of some screws and small straggler parts such as some allen keys, warning labels, etc. Much of the work is currently with testing and QA for incoming components, as well as working on the setup for the rest of the production area to get ready for assembly of major components in the next week or so.
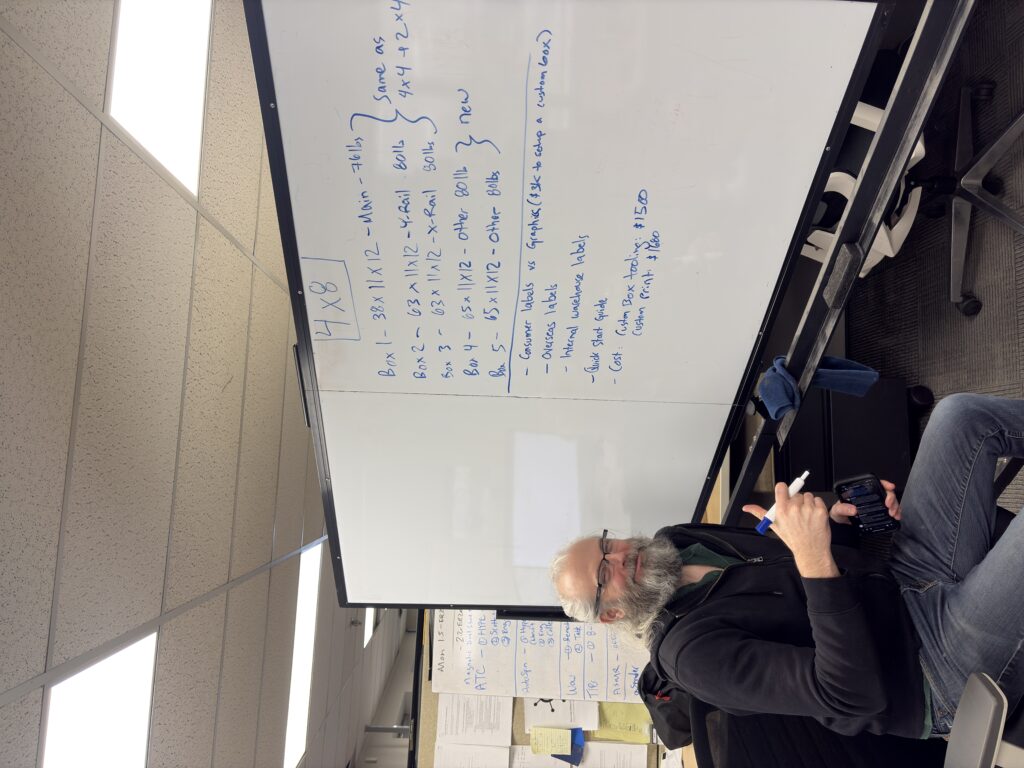
Mike with the 4×8 AltMill Y rail assembly stationCloser look at the AltMill 4×8 rack and pinion assembly station
Automatic Tool Changer
We have now received the majority of the parts needed for ATC production and are currently putting together space for the assembly and testing. We are expecting to start shipping out ATCs at the end of March, which will be a few weeks delayed compared to our original anticipated delivery time. Macros for the ATC, which are programs for controlling the ATC functionality can now be found online here: https://github.com/Sienci-Labs/atci_macros. We are also expecting to have updated versions of gSender plus online resources complete by shipping time, so the small delay is allowing us to get some of those things polished up.
#image_title
Clear Cut Dust Shoe
We’re excited to announce that the Clear Cut Dust Shoe is now available for sale!However due to higher than expected demand, the ~150 units we had stock were sold out within 24 hours, plus more with units that were sold with spindle kits.
We’ve put a pause on selling Clear Cut Dust Shoes individually for now, and we are currently working on ramping up production on that. We have a separate amount of stock for the spindle kits, so that we will ensure they are included on all of the spindle kits we ship on a 1:1 basis. We’ll have another announcement coming out soon to let everyone know the production schedule for the new dust shoes.
Informal Call for New Staff
I want to put some feelers out in the community for someone looking for jobs/roles in finance and HR. Up till now, we’ve/I’ve been managing this side of things since our company is not quite large enough to have someone fill this role full time, but given how things are going, I feel like we need to look in earnest for people to fill some of our company admin roles.
If you feel like you might be a good fit in a finance or HR type position at a startup or small company like Sienci Labs, feel free to send in an application here: https://sienci.com/work/
Oh also, we are looking for an electronics/embedded design engineer as well, so feel free to apply for that as well.
We received our shipment of approximately 2000 units on February 2 (it was supposed to be mid- February) and will get routers shipped out to customers shortly after.
AltMill 4×8 Production
We continue to wait and prep for the arrival of AltMill 4×8 components. Based on our schedules, the last remaining parts for the 4×8 are scheduled to arrive between Feb 20th to March 6th. Other parts are expected to arrive sooner, which means that assembly for the first units will start approximately mid-February, allowing us to make progress in advance before all parts arrive.
In other news, resources for the 4×8 assembly continue to be worked on, with filming for the assembly video scheduled for the second or third week of February in preparation for customers to start receiving their machines in March.
LongMill MK3 Development
Thank you all for the overwhelming response of applications for LongMill MK3 beta testing. We’ve now received the rails and started internal testing. We will be sending out beta testing units to selected individuals in the next few weeks.
First functioning prototype build of the LongMill MK3
As it stands, we’re super excited about the LongMill MK3 as we expect to bring a massive leap in performance over the LongMill MK2 and 2.5, while keeping it at a super competitive price point. Some additional work we’re doing to bring down BOM costs include:
An easier to manufacture, significantly improved dust shoe with easy to replace bristles. This means not only is the overall cost of the dust shoe less, but users can extend the life of their dust shoe by replacing just the bristles. We will provide users with extra bristle in each kit.
Integrated cables. With current cables being a combined bundle of motor signals, power, and inductive sensor signals sheathed in one nylon cover, we’re looking at molding a single cable to reduce the overall unit cost of the total cable.
SLB-Lite. With the SLB-EXT being a major cost in the total BOM cost of the LongMill MK3, development (see in the next section of the article) is expected to keep all of the core functionality of the SLB and SLB-EXT, in a smaller, lighter, and more affordable package.
SLB-Lite
In our discussion about the LongMill electronics, we mentioned, especially with the Closed Loop Stepper Kit, that the overall cost of the electronics currently makes up a significant portion of the LongMill MK3 bill of materials. This is primarily because the electronics were specced and designed for the AltMill. However, for the smaller and less power hungry LongMill, the AltMill electronics are functional but overkill for the application.
Peter and Daniel and have continued to work on the newest generation of electronics to act as the successor to the SLB-EXT used in the AltMill. We expect a number of improvements for the new controller, currently code-named “SLB-Lite”, including:
Lower cost, with the board expected to be around half the cost of the SLB-EXT
Improved wire management
Overall smaller footprint, allowing for lower shipping cost and easier integration into LongMills, AltMills, and other CNC machines.
Ability to use power supply voltages from 24V-48V and the ability to provide up to 100 watts per motor.
Ability to connect an additional board for added features and functionality beyond the SLB-Lite, while still being less expensive in combination than the SLB-EXT.
Lastly, by using the same controller on all of our CNC product lines, we expect to see savings through the economies of scale by essentially doubling the number of units produced. Plus we expect to reduce our inventory management costs with fewer unique components, and a more unified experience between the LongMill and AltMill lines.
Additionally, coming to all controllers is new SLB and SLB-EXT firmware, with overall performance and stability improvements, and specific features like faster and better handling of motor alarms and resetting, support for advanced plug-ins used for the Automatic Tool Changer, and unlocking of SD card features allowing for running gcode and files directly from the controller. More details on the new firmware and ability to have access to beta firmware before the wider launch available on our blog.
To coincide with SD card support, the upcoming gSender Edge (our beta version of gSender), will be coming out with the interface to communicate with the SD card. When both systems have been tested to be reliable, full support for the new firmware and all of the new improvements will come to the main version of gSender.
To hear Kevin talk about SD card support in the next gSender Edge release, check out this video here:
gControl Panel Computer Pricing Updates
Due to the recent RAM and memory shortages, pricing for the gControl has been increased. We are keeping an eye on the pricing for components as they change, and are hoping that pricing will come down soon. We will update pricing when RAM and memory prices come back to normal levels.
Certified VFDs are Now Shipping
After a long wait, certified VFDs have finally arrived and have undergone testing. Customers who are waiting on VFDs will receive them shortly.
ATCs Sells Out; New Batch Added
Due to higher than expected demand for the ATC, we have sold out of the first batch. Customers who place orders moving forward will be part of the second batch. The first batch is expected to start shipping in late March, and the second batch is expected to ship in June.
First look at production covers for the ATC.
Curious on how this whole ATC thing works? Check out Johann’s breakdown video here:
The AutoSpin T1 is an exciting new product designed to mash spindle capabilities with a traditional router. In a way, you can think of this as a replacement for the Makita RT0701 router that has been the staple for so many hobby CNC machines.
It also serves as an intermediate product for users considering a spindle. The AutoSpin T1 offers speed control and on/off functionality through a signal cable similar to a spindle, which allows several benefits including:
Improved safety, as the router can turn off when a cut finishes or is cancelled
On the fly router speed control, allowing users to change the speed without touching the router
Added convenience of being able to automatically turn on when a job starts
While spindle systems have continued to gain in popularity, many entry level CNC machines still continue to use a Makita RT0701 or similar style router. The AutoSpin T1 aims to cater to our most entry level and budget-sensitive group of users.
We initially designed this with the LongMill in mind, but we also recognize this style of router is commonly used in other machines, including Shapeokos, Onefinitys, XCarves and more. With the help of some of our broader community members, we’ve tested the AutoSpin T1 compatibility with many other hobby CNC machines, which means we can bring this technology to many more people.
Development
Although the concept behind the T1 is simple, this project is a culmination of many, many months of research development.
One of the key reasons for us to develop this router started when we experienced a small batch of Makita RT0701 routers having overheated bearing issues. We found that after a few minutes of use, some Makitas would have extremely hot collets, which we suspected was due to friction from the bearing holding the shank. Upon autopsy of the routers, we found that Makita started using bearings from two different manufacturers, one of which was the root of some of the overheating problems.
This actually became such a growing issue that we actually ended up discussing bearing issues with product managers at Makita. We also did a ton of research and testing on different bearings and styles to ensure that when we went to build our own router it would not have the same issues. Given that we bundle a Makita router with most of our LongMills, we knew that we would have a large enough volume of AutoSpin routers to produce as replacements, which provided the motivation to develop our own.
Up to this point, the Makita RT0701 has, and still continues to be an extremely reliable router. We’ve had very few issues overall, even counting the overheating bearing issues. While we initially considered moving away from the universal motor system that the Makita uses, we eventually came back to the same system given how reliable, well used and inexpensive it was compared to other systems.
Speed Control Optimization
One of the most powerful features of the Makita router is its ability to compensate for load changes. With a traditional, uncontrolled motor, as soon as a load is applied, the speed of the motor goes down. In a CNC application, the load on the motor changes constantly, but the speed of the motor must stay the same to ensure that the chipload of the end mill can stay the same. This is especially difficult because the slower the end mill turns, the higher the load on the motor gets, which means that with an uncontrolled motor, a stall can happen pretty quickly under heavier loads.
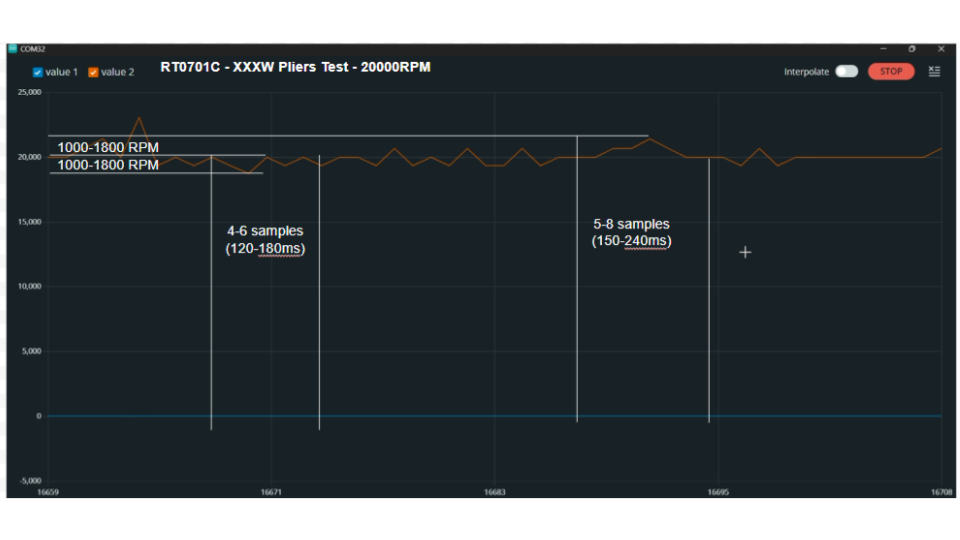
What we found was that the speed control of the Makita router was actually extremely good, with compensation happening less than 3/10ths of a second.
Given that we were working on building our own custom electronics to allow for the use of PWM speed control, a lot of tuning went into the motor to ensure a fast response.
Lastly, with regards to PWM control, we also found out that we needed to ensure that our electronics supported a wide variety of PWM signals. We found that each controller had a different signal speed, which meant that we needed to ensure the motor controller itself needed to be able to interpret the signal reliably.
CNC Compatibility
Given the popularity of the Makita RT0701, we naturally built the body size of the router at 65mm and most of the shared dimensions. However, differences include:
A longer cable
Detented speed potentiometer
Additionally, we’ve created the wiring for the PWM signal cable to be adaptable with factory provided plugs to allow plug and play functionality with most common hobby CNC machines. Users can also hardwire their PWM signals.
Safety Compliance
To ensure that the product is safe and can be sold in North America, the AutoSpin T1 has been certified under UL1004-1 standards. Additionally, we believe that the AutoSpin is safer than the typical router, as it can be shut off and turned on remotely through the controller, which means that if the machine needs to be stopped in software, the controller can (and should) be configured to turn off the router automatically as well.
Who is this for?
The AutoSpin T1 is directed as a default option for low to middle end hobby CNC machines or a drop in replacement for hobby CNC machines that already use a similar 65mm size router. Here are some of the key features:
ER11 collet system, allowing for use of a standardized and readily available collet system
Higher quality bearings ensuring smoother operation and longevity over budget routers
Signal wire, allowing most hobby CNC controllers to control On/Off and speed between 10,000 to 30,000 RPMs, as well as the ability to be controlled manually
Longer AC cable
Controller Compatibility
The AutoSpin T1 has been tested with:
Masso controller
Buildbotics controller
The LongBoard (found in the MK1 and MK2)
SLB and SLB-EXT
Carbide 3D controller
Thank you to our beta testers for their testing and feedback!
Virtually any controller that has a 5V PWM output for spindle control will work with the AutoSpin T1.
The AutoSpin T1 can also work independently without using the controller for speed control. The AutoSpin T1 can be turned on and off, and have the speed be controlled with the potentiometer dial at the top of the router. To ensure reliable operation in manual mode, the potentiometer dial is detented, which prevents the dial from moving during cutting and high vibration operation.
Spindle vs AutoSpin T1
There are notable similarities and differences between spindles and the AutoSpin T1 that can help you determine what is right for you:
Spindles are generally more expensive than the AutoSpin
Spindles require more complicated wiring and setup
Spindles are generally quieter and efficient, and can output more power
Both can be turned on and off, as well as have their speed controlled by the CNC controller
The AutoSpin T1 is best for users who:
Want to have their setup be as simple and compact as possible
Already use and are happy with the power and versatility of a router
#image_title
Addressing Power Ratings
One of the biggest general considerations users will make between a router and spindle will revolve around power ratings. We believe the way that power ratings are advertised in the industry can be misleading and don’t tell the full picture of how a motor performs in real life.
Wattage: Most spindles and routers will have a power rating in watts. Common wattages are 1.5KW and 2.2KW for some entry level spindles. For the Makita RT0701, you’ll see 1.25HP as the rated power. For all of these ratings, they typically indicate the peak input wattage. This indicates the maximum amount of power the motor can handle for a short period of time. This doesn’t indicate how long it can handle it for or under what conditions.
Like car engines, there is a relationship between power output, torque and speed. In a standard 3 phase spindle, torque generally remains flat in the operating speed of the motor, and only reaches peak output power at its maximum speed. This means that the spindle at a lower RPM does not fully use its capacity.
For the universal motor in the AutoSpin T1, the torque of the motor is highest at its minimum RPM, and diminishes as the speed increases.
In practice, this means that a router can actually perform quite well, especially at lower speeds. As you can see in the graph, the green line shows the line power output of the Makita RT0701 and the blue line shows a typical 1.5KW spindle. And as we’ve noted in our tests, the cutting performance actually lines up with the tests, where it is easier to stall a spindle at low RPM compared to a router.
#image_title
Another thing to note is the rating system used for power tools in general. You can often see tools rated for 1.25HP, 2HP, and even 3HP at times. Based on a typical 120V 15A outlet found in North America, we can reasonably expect 1800 watts, or about 2.4HP. The reason why power tools can be rated so high is because a circuit can handle above 1800 watts momentarily without the circuit tripping. So as we mentioned earlier, these ratings are for peak power, not average or constant power.
Due to this, in the eyes of the certification, the motor is only “rated” for an output of approximately 350 watts at 30,000RPM, even though in practice, this can vary widely.
All this is to say that in practice, when working with typical tooling up to ¼” (which is what we expect most users to be working with the ER11 collet system) users will find the power of the AutoSpin more than adequate.
Makita RT0701 vs AutoSpin T1
There are also some notable similarities and differences between the Makita RT0701 and AutoSpin T1:
The cable on the AutoSpin T1 (14ft / 4.3m) is longer than the Makita RT0701, which makes it more suitable for CNC machine use.
Both use similar components and have very similar form factors.
Both have a 65mm diameter body, making it compatible with any 65mm router mount.
The AutoSpin T1 can be controlled with a PWM signal, found in most hobby CNC controllers. This allows the AutoSpin to be turned on and off by the controller, plus, it can adjust and change speeds on the fly.
In a way, the AutoSpin T1 is an improved version of the Makita RT0701 and serves as a drop in replacement for customers who want to add features to their machine with minimal changes.
Production Schedule
Beta testing was conducted and concluded in mid-2025.
We are now in production for the AutoSpin T1. We expect units to arrive late January and to start shipping out by mid-February.
Pricing
The AutoSpin T1 router is positioned at a competitive price point to the Makita router: $149 USD / $199 CAD (vs $119.99 USD / $165 CAD.)
Hey everyone, happy new year! It’s time for a very exciting 2026!
Potential Resolutions for UPS Issues
Visitors from UPS
We had some interesting visitors from UPS, including Sean Griffin, president of UPS Canada, Dean Tabakos, Director of Business Development at UPS, and Frank Perez, UPS President – Americas Region & International, Healthcare and Supply Chain Solutions (SCS) Engineering, and our UPS rep, Todd McCracken.
As we mentioned in our previous updates, we’ve been having some issues with UPS shipments, primarily with things getting stuck at the border. This meant that we were getting a lot of shipments being sent back without any reason. We were also being charged a lot of taxes and duties when we weren’t supposed to.
With all this going on, some of the high-level execs from UPS decided to stop by our office to take a look at what was going on and let us know some of the work they were doing to get shipping back on track.
Reducing issues with customs declarations
With the change in regulations requiring all shipments entering the US to have customs clearance (before it was just for shipments above $800), UPS and other shipping and logistics companies were slammed with a significant volume of declarations needing to be made. With a big part of this process being human-driven, many shipments were being held at the border or sent back for customs issues and errors. We were told that with the implementation of new systems and AI, they are now able to automate more than 95% of the processes, meaning that the error rate and speed have gone up dramatically.
Reducing border hold-ups
When a multi-part shipment is created, but all parts of the shipment are not in the same truck, every item in that truck is sent back. Initially, this caused a huge number of shipments to be shipped back. With the change in generating separate manifests, shipments are accounted for on a truck-to-truck level, which eliminates issues created when multi-part shipments don’t travel together.
This is expected to reduce the number of shipments being sent back from the border, but also reduce transit times and lost packages because prior to this change, multi-part shipments needed to be held in a facility until all of the parts of the shipment are ready to cross the border. This specifically impacts us because most of the machines that we ship must be shipped in several packages, which means that if all boxes for that shipment are not together, they will wait in a warehouse until they are. This creates more opportunities for damage as they get transported around the warehouse as they wait, or get lost if they are misplaced.
—–
It’s hard to say how much things are going to change in the short term, but we are obviously optimistic that as we get settled into the new normal of more complicated reporting and customs processes, we will have fewer shipping issues.
Tax Registrations for Nexus
Some customers may have seen us charge sales tax for certain US states. This is because we have reached Nexus in these states (usually $100,000 or $200,000 in annual sales, although rules and calculations vary by state). Taxes will be automatically calculated and charged, and we will remit them directly to the state to comply with US state tax laws.
Arizona
Colorado
Florida
Georgia
Illinois
Indiana
Maryland
Michigan
Minnesota
North Carolina
New Jersey
Ohio
Pennsylvania
South Carolina
Tennessee
Texas
Utah
Virginia
Washington
Wisconsin
Some of these states are new, some of them we have reached Nexus for some time ago and we have been collecting taxes already.
AltMill 4×8
Production for the AltMill 4×8 continues to move forward, with business as usual with:
More short and long term wear testing ongoing
Packaging planning and design
Resource development for the 4×8
Working with and gathering feedback from beta testers
Nathan with packaging planning for the AltMill 4×8
ATC
Jon testing the rack partsATC packaging design
Auto Tool Changer work continues on as we wait for production to complete for parts. Some work done for December and ongoing include:
Continued testing for software and hardware
Packaging design and optimization
Testing of different compressor sizes and configurations
ATC production and development continue to move forward.
Closed-Loop Stepper Motors
First off, our closed-loop stepper motor kits are now available for sale! This kit allows users to install closed-loop stepper motors onto their LongMill.
In other news, we got a batch of closed-loop motors which had the wrong firmware onboard, which gave us a chance to reprogram and look into the tuning parameters for motors. Going through this gives us an opportunity to look at continual optimization of different aspects of our machine systems.
Certified VFDs
As we mentioned in some of our previous updates, we have certified our VFDs for the Canadian market. We initially certified around 100 VFDs in our first batch and are in the process of getting our next large batch of VFDs to ship to customers still waiting on their units. We were able to get around 40 units done early, so we will ship them to customers currently in the queue. We expect the remaining units to arrive in January to complete the rest of the queue.
LongMill MK3 Development
LongMill MK3 is in official development. Here are some design goals:
Reduce part count and variability
Reducing the number of parts reduces the amount of time needed to assemble the machine. Additionally, reducing the number of unique parts also allows the assembly process simpler by copying the same processes across different areas of the machine, plus reduces the amount of supply chain and inventory management we need to do. We expect the LongMill MK3 to have 30% fewer unique parts over the LongMill MK2.
We have a mix of parts that come from the LongMill MK2 and the AltMill, plus a bunch of new, unique parts that are specific to the LongMill MK3.
Improve reliability
The LongMill MK3 will use the latest family of SLB-EXT and closed-loop motors, self-adjusting anti-backlash nuts, and linear guides to provide significant improvement to machine reliability over the LongMill MK2.
Keep affordability
With improvements to our assembly and QA process, changes to the design, and larger economies of scale, the LongMill MK3 will have a target price with beginners and hobbyists in mind.
Lower the barrier to entry
The LongMill MK3 comes in conjunction with many new features and products, including:
The AutoSpin T1, which aims to provide spindle-like features and functionality at a lower price point
Inductive sensors included by default, implementing homing and other positioning checks
Currently our main focuses are in:
Producing and testing our first batch of prototype rails (expected to arrive end of Jan)
Producing and testing our first batch of laser cut steel gantry parts
Designing and developing a new set of electronics (currently code-named the SLB-lite), to bring down the cost of the electronics used in the LongMill to better fit the needs of beginners
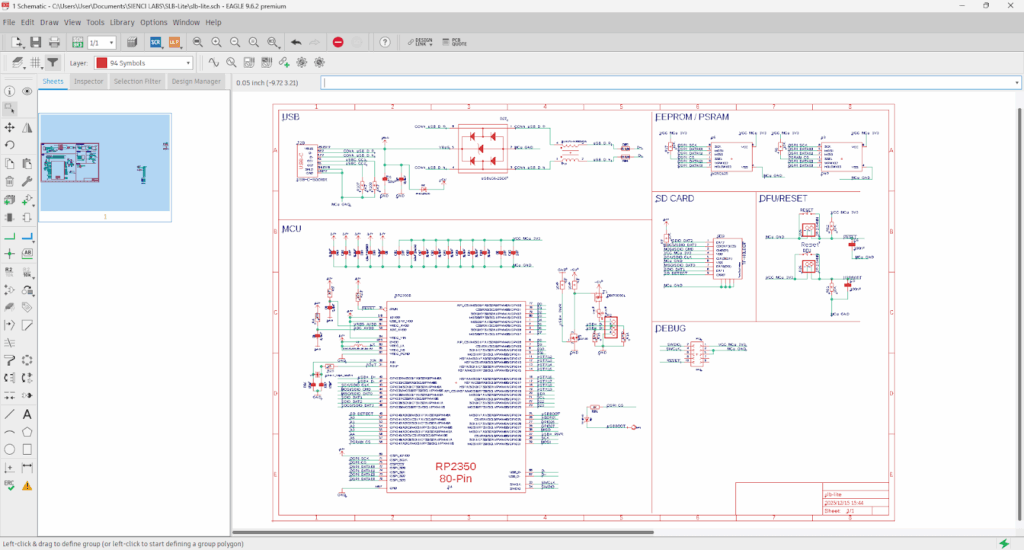
Schematics in the works for “SLB-Lite”
AutoSpin T1
As mention in the last month’s blog post, we have now completed production of the AutoSpin T1 and are currently waiting on the arrival of the tools. We are expecting them to arrive mid-February.
10 Year Anniversary Party
Can you believe it’s been 10 years since we started Sienci Labs? We’re planning something to celebrate. Details are still percolating but this is what we have in mind.
Open House (afternoon): Shop tours, demos, and hang out/meet our team
After Party (night): Big, casual party and rave in our back warehouse
Everyone is invited, stay tuned on our social media for more details coming soon.
Hey there. We’re now looking for beta testers of the LongMill MK3. Interested in being a beta tester? Please check out the details below. A link to the application form can be found at the end of this article.
What does “beta testing” mean?
Beta testing involves the process of testing and using a product in a real world environment before mass production or general release. In our case, the LongMill MK3 platform is a new product that is actively in development. While we are confident in the performance of the new machines, we feel that it is important to get it into the hands of real users to obtain feedback and information about: how well the machine performs; how it works; and potential issues that may happen in manufacturing or production of the final product. We also want to identify users and use cases for the product to help us target our machines to the right people based on what you do during the beta testing period.
As a beta tester, your responsibilities are:
Putting your beta machine through the paces
Reporting back to us with feedback on a regular basis
Letting us observe and test your machine
Sharing your learnings and testing with the community
Optionally, participating in a video interview to share your experience
As the company providing the beta machine, our responsibilities are:
Providing you with one-on-one technical support for your machine
Helping you set up your machine (either in person or virtually)
Providing you with updated parts to ensure your machine aligns closely with the final production version
There are several differences that you may see between the beta testing machines and production machines:
Some parts will be uncoated, such as the gantry plates and aluminum parts
Machines will either be partially assembled or come in non-production ready packaging
Some parts may be off the shelf components not from our regular manufacturers
Pricing
We charge for our beta testing machines. We believe that is the best way in vetting between folks that are purely looking for a discounted or free machine and folks who truly need or want a machine. It is our top priority to work with beta testers that will find true value from owning a CNC machine and use it long term. We ask beta testers to ask themselves: “If this was a product I could buy now, would it bring enough value to me to warrant the amount I would pay?”
If you’d like to hear some interviews from our former beta testers, please check out some of our videos.
Final pricing for production units have not been determined yet. However we expect pricing to be around the same as the LongMill MK2/MK2.5, and thus beta testing pricing will be as follows.
30×30 working area= $1,950CAD
48×30 working area= $2,450CAD
What you get:
A full, LongMill MK3 machine
Secondary accessories like the dust shoe and AutoSpin T1
One-on-one technical support and set up assistance
Parts to upgrade your machine to production level spec at release
What you need to provide:
A space and bench to put your machine
A sheet of ¾” MDF to act as your wasteboard
What is the LongMill MK3?
The LongMill MK3 serves as the successor to the LongMill MK2 and MK2.5. Just as all of the LongMills that came before it, the LongMill MK3 aims to be a beginner friendly and affordable CNC machine with the capabilities to produce meaningful projects.
The LongMill MK3 comes with several key updates to its design, including linear guides and closed-loop stepper motors on all axes, allowing for a faster, more reliable and more rigid machine than its predecessor. A significant reduction in unique components also makes assembly and maintenance faster and easier. With all of these improvements, we believe that the LongMill MK3 is the ultimate starter CNC machine.
Timelines
We will select 3-4 beta testers in mid to end of January 2026. Beta testing units are expected to be shipped or hand delivered to you starting in mid to late February 2026. We expect the beta testing phase to last approximately 12 weeks.
Sharing with the public
As a beta tester, you may share details of your work and usage of your beta machines freely. You may provide feedback and information with the community without restriction. We may however ask you to sign a photo/video release form if you get selected (in case we use your footage for marketing purposes on our end.)
Will the LongMill MK3 be compatible will your accessories?
With the exception of the LongMill MK2 generation dust shoe (the LongMill MK3 will have a new dust shoe), accessories like the AutoZero touch plate, Vortex Rotary Axis and gControl Panel Computer will be compatible. The LongMill spindle kit will also be compatible with the LongMill MK3.
Due to weight restrictions, the Automatic Tool Changer will not be compatible with the LongMill MK3.
Will I be able to upgrade my LongMill MK2 or MK2.5 to a MK3?
While some of the parts are transferrable between generations, the LongMill MK3 comes with significant changes to the rails, linear motion and electronics that are unique to the new machine. It is not cost effective to upgrade older generations of the machine to the LongMill MK3.
What’s the difference between the LongMill and the AltMill?
The LongMill is focused on beginner hobbyists. The AltMill is designed for more dedicated hobbyists and for low volume production use. There is a size, cost and performance difference between the two machines. However, with the LongMill MK3, we’ve integrated a bunch of AltMill components, closing the gap between the two machines.
We’re excited to launch the Closed-Loop Stepper Motor Kit to the community. The Closed-Loop Stepper Motor Kit (CLSM Kit) is a complete kit including the motors, cables, controller and other hardware required to convert any LongMill MK2 or MK2.5 to use closed-loop stepper motors.
Measured from the 2×4 AltMill cables which we are using for this kit.
Changes to the Industry
In recent years, we’ve slowly seen a shift for hobby CNC machines to adopt the use of closed-loop stepper motors. We’ve also seen a shift in the price of the motors coming down over time as well, with the price for an open-loop stepper motor and external driver now at similar levels.
We still see open-loop steppers used in pretty much all budget and entry level CNC machines, but we expect this to change over time as the demands and expectations from the CNC community continue to grow. We also expect as the popularity of closed-loop steppers grow and prices come down, that most machines will start to use them.
Cost of Development and Open Source
We don’t keep exact tracking of how much time and money we’ve invested in this electronics ecosystem, but I would guess at this point we’d be looking at least a million dollars. This includes the development of the controller and electronics themselves, testing of the motors, and development of gSender. We recognize that for many up and coming CNC manufacturers and developers in our space, investing that much into development is not possible.
Pushing this ecosystem to a wider audience should allow CNC manufacturers and developers in our space to get a head start in pushing the ecosystem further and potentially scaling up where they can contribute to future generations of CNC companies.
While this situation changed course in the right direction, it does shed light on the fact that close source CNC control ecosystems reduce the control users and manufacturers have in a core part of their machines.
So why do the fact that our systems are open source matter? Well, it means that if we disappear from the face of the earth, users and companies can replicate and develop atop existing designs and code. We can’t make you pay more for what is already free and openly available.
Some folks may see allowing others to use and duplicate our designs as a potential danger to our business. However, the way we see it is if someone else can make what we already make cheaper or better, it would serve us to use this development for ourselves as well. The fact of the matter is that developing a CNC company is so much more than just the designs themselves. It’s also the resource development, customer service, community, and continued innovation that needs to be there in every company to succeed.
Closed-loop Steppers vs Open-loop Steppers
Closed-loop stepper motors are simply faster, more accurate, more efficient, and more powerful than an equivalent open-loop stepper motor, with the added benefit of being able to detect when it loses steps. This also adds another layer of safety, as our control systems automatically shut off attached peripheral devices like spindles and lasers when the machine loses its position.
How does this work? Well, with an open-loop stepper, you can think of the motor having a “cog.” When we want to move the motor, we send it a signal to move a single step forward or backward. In the case of most standard stepper motors, there are 200 “steps” in a motor (there’s also something called microstepping but we won’t get into that today.) By sending a specific number of step signals at varying speeds, we can control the angle of rotation specifically and the speed of the rotation as well.
When the system works without being overloaded, the system works quite well. However, when a load exceeds the amount that the motor can handle, the motor “skips a step.” This means that the cog goes out of line and the machine loses it’s position. However, because there is no feedback system in the motor, even if the motor loses its position, the motor will keep moving.
The reason why an open-loop stepper is less efficient than a closed-loop stepper is because not only do you need to move the motor forward, you also need to apply a force to keep it from overshooting its position. This is to say, if you wanted to move the motor a full rotation by sending a signal to move it 200 steps, it also needs to consume power to keep it in position so that the motor does not overshoot into the 201st step.
Closed-loop steppers on the other hand are structurally the same as an open-loop stepper motor, with the exception of having an encoder built onto the shaft that allows the microcontroller to measure the position of the motor continuously as it rotates. This means that the motor can act more like a bicycle, allowing the motor to coast in the position it needs to be, and apply a varying amount of power to keep the right speed up. By comparing the position of the motor using the encoder with the position the controller requires, it can adjust its position thousands of times a second.
When the motor becomes overloaded and the motor is no longer where the controller expects it to be, an error message is sent to the controller by the motor which allows the machine to emergency stop.
Since we use closed-loop stepper motors with an integrated driver, this also improves repairability and compatibility with many different types of systems as we can swap just the motor, and the driver and electronics inside the motor are specifically tuned for the motor itself. Using external drivers like on the SLB and the original LongBoard (used on older generations of the LongMill) it can be a bit trickier since different motors have different performance characteristics. This is why we tune the drivers to work best with the original motors, but when it comes to compatibility with other, non-Sienci produced motors, we can’t predict the performance.
Economies of Scale
One of the big advantages that we have is that unlike independent manufacturers of controllers, we already have an established volume of production (our machines) that allow us to get to higher economies of scale.
Offering the CLSM Kit for the LongMill is our first step in unifying the technology stacks between the LongMill and AltMill lines, and committing to closed-loop motors on all our machines. This allows us to leverage even larger levels of economies of scale, allowing us to reduce our production costs even further.
We’re also able to leverage economies of scale into the optimization of the motors themselves. In our first batches, we were using off the shelf motors with standard tuning. However, with a recent issue from a new batch of motors that requires us to reflash and reprogram the motors, we started delving into further motor tuning that will in the future allow us to optimize motor performance for our line of products. If we were dealing with a small number of motors, it may not be economical for us to focus on tuning those motors, but if we’re dealing with a large number of motors, we can spread out those efforts more, making the cost of tuning less per-motor.
Right now the CLSM Kit uses the same motors as the AltMill 2×4 and 4×4 (Z axis motors) and shares cabling with the AltMill 2×4. We expect to see some interchangeable use of parts between the AltMill and LongMill lines as we continue to develop these products into the future.
Future plans
The closed-loop stepper motor system and SLB-EXT systems are a great, feature-filled, proven platform for mid-level and semi-professional use. However, we do acknowledge that it’s expensive for entry-level hobbyists. One of the projects we intend to work on is to create a more affordable version of the SLB-EXT and peripheral electronics that fit better with hobby level machines. This will open up some new possibilities with developing more affordable, entry-level machines.
We also believe that opening up the use of our electronics platform and software will open up new possibilities for people looking to update and upgrade their existing systems, as well as supporting emerging CNC manufacturers to integrate our systems into their own machines, reducing their cost of development.
Pricing
The complete kit is available for purchase for $560USD/$795CAD. Kits are expected to start shipping out in around 2 weeks from time of purchase.
FAQs
What machines can I use this kit for?
We have specifically designed this kit for use with the LongMill MK2 and MK2.5. Each kit comes with all of the hardware and electronics needed to make this conversion.
We believe that this kit can also be used with non-Sienci built CNC machines, such as DIY kits and other hobby CNC machines. However, we do not have resources and guides to help customers on the assembly process at this time.
Does it come with software?
The CLSM Kit comes with the SLB-EXT which is compatible with our free, open-source, and powerful control software, gSender. This allows users to use the full range of gSender features.
Can I buy a LongMill now with the CLSM kit instead of the open-loop motors that come by default?
At this moment, no. We are planning to release a LongMill MK3 in 2026 that will offer the LongMill with closed-loop stepper motors as the default option. TBD on announcement and launch plans but news should come out sometime in the spring. Stay tuned for future blog posts and news via our socials.
If I have a SLB already, can I use that instead of the SLB-EXT?
Unfortunately, no, the SLB does not have the motor connections that allow it to interface with the closed-loop stepper motors and the power distribution circuitry to power all of them.
Why is the LongMill MK1 not supported?
Given that there are much fewer LongMill MK1s currently in the wild, and the mechanical structure of the machine is less suitable for more powerful motors, we opted to focus on only supporting the LongMill MK2 and MK2.5.
Probably one of the most requested products we’ve gotten in recent years has been an auto tool changer. While the concept seems simple, the actual execution of an ATC system is extremely complex, especially as both the software and hardware must work in concert perfectly to ensure that tool changing is fast, simple and reliable. It’s taken quite a while for us to get to the point at our company to develop the engineering manpower and funding to be able to undertake such a complicated project.
I can safely say that the ATC is by far the most technically challenging product we’ve developed, but we’re excited to share it with the world as one of the most affordable, full featured CNC spindles with an auto tool changer. We believe this paves the road towards not only mechanical and electrical advancement, but also that the development in the user experience and systems design of the software experience takes this type of product to the next level.
The ATC is a spindle with an integrated auto tool changing functionality which works with gSender to provide a seamless experience in changing tools. Users are able to load and remove tools with a press of a button (manual mode) or by ejecting and loading tools onto a rack.
Who is this for?
The ATC was designed for users that aim to improve their productivity with their CNC machine by automating the tool changing process. We believe that the best fit for this product are users that have experience with their machine and CAM programming, and want to get into small to medium scale production.
The ATC system is designed to be plug and play with any AltMill system, including the MK1 and MK2 2×4 and 4×4, plus the new AltMill 4×8. This makes it particularly attractive for users that want to get up and running with an ATC system as quickly as possible.
While we know that lower cost, collet-changing based ATC systems exist, we chose to focus on the ATC spindle system instead because we believe that this system will work at the level of reliability and performance that is required to our standards of being able to do hundreds and thousands of toolchanges without error.
We do also acknowledge that this product falls outside of the realm of a price point affordable to the average hobbyist, and we expect our general demographic to be folks that have higher expectations from their machine.
How does it work?
The ATC is essentially a spindle with additional electromechanical systems that allow for the change of tools controlled by the CNC controller. You can almost think of it as a spindle with extra hardware attached.
A system of pneumatic solenoids activates a piston which allows the tool to be pulled in or released during a tool change. Each end mill is mounted to a ISO20 tapered tool holder which allows the reliable interface with the spindle. As the ISO20 tool holder is a standardized design, virtually all high quality tool holders will work with the ATC.
Integration with gSender
One of the most important aspects, and what makes our ATC unique compared to nearly all other ATC systems, is the native integration with gSender. This allows functions such as:
Automatic switching between automatic and manual tool change modes when the tool rack is removed or not detected
Added safety features and warnings such as low pressure, tool missing and temperature
Optimized tool loading and loading motion planning
On-the-fly changes to tool holder position mapping
Colour assignment in the gCode visualizer based on tool
“Run-from-tool” functionality, which allows users to run toolpaths specific to each tool
…and more.
Engineering the ATC
The ATC comes with a series of unique engineering challenges:
The use of low pressure air
To have maximum reliability
Sensor integration
Installation and integration
Custom PCB
To integrate all of the communication and sensors into the ATC, we developed a custom PCB board that lives on board the spindle. One of the most notable features includes the LED status button, which shows the status of the spindle based on its colour, as well as allowing the user to use the button for functions like executing a manual tool change.
Quiet Cooling System
Since we first started building spindles, we’ve felt pretty strongly that air cooled spindles are the best choice for the majority of people for these reasons:
Watercooling relies on an external pump, which adds a significant failure point. A failed or disconnected water pump can cause the motor to overheat and in the worst of cases, the wiring to burn out. Most air cooled spindles on the other hand (although not the ATC specifically) use a mechanically mounted air impeller that drives air through the spindle to provide cooling. The ATC specifically uses an electric cooling fan to do the same job as the impeller, but uses a combination of a temperature sensor and controller to adjust the cooling and turn off the fan automatically.
Watercooling requires a send and return hose looped through the drag chains, requiring not only hoses but larger drag chains as well. This adds additional cost and set up complexity.
By using a separate electric cooling fan, we are still able to get very low levels of noise, as the fan runs at a lower RPM in comparison to a mechanical air impeller. Additionally, since we can turn the fan on and off as needed, this impacts the overall noise of the spindle as well. It should be noted that the fan will primarily turn on when the spindle is running and cutting, where the sound of the spindle is masked by the sound of cutting anyway.
Installation and integration
As with all of our accessories, the ease of installation and the focus on a tool to be as plug and play as possible is critical for adoption. From our research, third party ATCs, while many exist, come with a large barrier to entry as the installation process varies significantly based on the type of machine, controller, and tool rack system the user chooses. Given the cost and difficultly of development, we’ve seen a split between ATC manufacturers and CNC manufacturers, where one company handles the resources and integration and the other builds the machine. This means the ATC manufacturers need to work out how to make their systems compatible with CNC machines they didn’t develop in the first place, which makes it more difficult to make it operate as a streamlined and optimized system.
In this ATC project, we have the opportunity to design the machine, mounting, wire management, air management, and software all as a cohesive system.
One of our key accomplishments in this project was also to build a toolrack that was flexible, easy to install, and easy to remove. Given that installing and having an active toolrack reduces the working area slightly, we also wanted to optimize its footprint as well. One important feature is the ease of removing and replacing the toolrack. When users want to use the full area of their machine, users can remove their rack in seconds with two hand screws. In this mode, the ATC can be used manually, where users can press the button on the spindle to release the tool holder, and pushing the button again with another toolholder allows the tool to be secured back to the spindle.
Pricing
Users should expect to invest around $2,600 USD to $3,300 USD before tax for a complete system, including the spindle, VFD, rack, and toolholders. Users should expect to pay around $150-300 USD for an air compressor, which is needed for this system, if they don’t have one already.
ATC 6-Tool Kit: $2,890 USD / $4,040 CAD
ATC 12-Tool Kit: $3,340 USD / $4,670 CAD
ATC Spindle Only Kit: $2,590 USD / $3,620 CAD
Additionally, our new “Clear Cut Dust Shoe” was specifically designed for all of Sienci Labs’ lineup of spindles, and comes standard with the ATC. This allows for tool changes to happen without any interference from the dust shoe.
For proper operation of the ATC, users must provide a reasonable sized air compressor, with 3 CFM at 90psi or better, and 100psi minimum. The ATC spindle will only consume significant amounts of air during a tool change, but not while cutting, which keeps compressor requirements minimal.
FAQs
Some common questions are below but on Thursday, December 4, our project lead engineer Johann will be hosting a Q&A with Kevin our lead gSender software developer, and will answer any technical or work flow questions you may have. Watch for more formal announcements but you can quickly find live the streams on YouTube.
And if you haven’t already, check out what all the engineers have to say in this breakdown video:
Does the ATC work with the LongMill?
Due to weight and mounting constraints, no. The ATC is not compatible with the LongMill.
Why do I need an air compressor?
The air compressor is needed for several functions on the ATC, including supplying power to engage and disengage the tool holding mechanism, as well as providing a de-dusting function, where a blast of air is shot onto the tapered part of the tool holder to ensure that dust and debris have been removed before loading a tool.
Can I get the tool length sensor separately?
As discussed earlier, the tool rack system integrates a tool length sensor to calibrate the Z position of the tool, as well as confirm the existence of the tool itself. We will provide the tool length sensor for mounting to the machine as a separate add-on at a future date, such that LongMill and AltMill users can automate the process of finding the Z-height of their tool before cutting.
How many tools can I have set up with the ATC?
The ATC and gSender can be programmed to hold 32 tool offsets (coded into grblHAL core.) However, we believe one of the 6 or 12 position holders provides an adequate number of tools and fit within the working area of the machine.
Does the tool rack take up some of my working area from my machine?
Yes, the tool rack takes up a few inches of space in the Y direction. However, during the development of the AltMill, due to our anticipation for this to be the case, all AltMills come with some additional travel space beyond the listed capacity so that in practice, the impact is minimal. Additionally, the tool rack comes with an easy installation and removal system, which means that tool racks can be installed and removed in minutes, allowing users to get the extra space for tiling and other pass-through jobs when needed. The system intelligently detects when a rack is removed and prompts the user to swap tools when needed using the manual tool change button on the side of the spindle.
Is the ATC air cooled or water cooled?
The ATC is air cooled. We have specifically chosen to use an air cooling system to reduce the complexity of the system for the user and integrate additional functions such as automatic control over the fan, based on the spindle’s cooling needs and to provide quiet operation when not in use. A temperature sensor built into the spindle provides an additional safety mechanism to prevent overheating.
It should be pointed out that both air cooled and water cooled systems are both designed for full duty cycles, which means that the cooling system is scaled in both systems to ensure full time use. Neither system is superior to each other with regards to performance or durability.
Is the ATC compatible with other CNC machines?
In theory, yes. We will provide mounting drawings, wiring diagrams, and schematics that may allow users with machines outside of the AltMill family to integrate the ATC into their own system. However, the use of gSender, gControl, and other Sienci specific hardware may be required to use the full capabilities of the tool. We are not providing support for third party use at this time.
Will you come out with more powerful spindles in the future?
Although we do not have specific plans for a more powerful spindle option in the future, we are expecting to work on a more powerful version, especially as we continue to develop our 4×8 line of AltMills and grow our production focused customer base.
Can I take an existing spindle motor and add the ATC parts onto it?
Unfortunately no, due to differences in the design they are not interchangeable.
Can I run the ATC on 110V power?
For the ATC to run properly, a user must provide 220V power and at least 10A. Some users may choose to get a step up transformer which can allow for the use of this spindle with 110V power outlets, but caution should be used to ensure the current capacity of your breaker is not exceeded during operation.
We’re now in the final month of the year! What a crazy year it’s been, especially with the growth of the AltMill platform, the launch of the ATC, new tools, accessories and more. We’ve seen significant growth in 2025, with our company and sales doubling from 2024.
Holiday schedule
Our offices will be closed for the holidays from Dec 25 to Jan 1, and we will reopen Jan 2, 2026.
We will continue to ship orders up to Dec 24th, however, we recommend placing orders in advance if you need them to be shipped out beforehand.
Customer service, shipping, and other company functions may be limited at this time.
ATC
The ATC has now launched!
Production is now underway, with our intial batch of parts ordered for the first 160 units. We are aiming to start shipping units in Jan 2026 based on our current schedule.
We also have a livestream scheduled on YouTube, so make sure to check that out.
AltMill 4×8 was just launched and is currently in production as well. Most parts have been ordered, but a few major parts such as the extrusion and gear racks are going through final sample checks before full batches are ordered.
Now that the 4×8 is launched, we’re mostly in a waiting game for parts. We are slowly starting set up processes to get ready for the assembly.
AltMill 2×4 and 4×4
AltMill 2×4 and 4×4 are continuing to ship. However, we’re currently waiting on more 1.5KW and 2.2KW spindles to arrive, expected in the second week of December. This means that the machine and spindles may ship for some orders at different times. Once the spindles arrive, we are expecting to clear out of the remaining queue fairly quickly.
AutoSpin T1
We’re excited to announce that the AutoSpin T1 is now in production. We received our first production sample at the end of October and started our final set of testing. Although the performance and function of the tool met our standards, we had to get a second unit built to ensure our text and logo matched our standards for packaging and silkscreening, since they were a little bit off. However, we have checked the latest version and were able to accept it for final production.
We now have the first 2,000 units in production. We are expecting production to complete around mid-December, and we should have them arrive at our shop around the end of January.
Closed-Loop Stepper Motor Kit
A few months ago we put out a post to test the waters for interest on a closed-loop stepper motor kit. Since then we’ve received quite a lot of interest for a kit for adding CLS motors to the LongMill, as well additional inquiries to retrofit the motor and control systems on non-Sienci Labs machines.
Otherwise, we are currently wrapping up the remaining ordering of parts and finishing the resources and documentation that will be available to help users do the installation at the time of launch.
We’re excited to share that we are reaching the final stages for supply chain, testing, and resource development for a kit. We are now working on figuring out pricing as well as the potential tie in with the LongMill MK3 in development. Keep an eye out for launch info coming out in the next 3-4 weeks!
Closed Loop Stepper Motor Kit Testing
gControl Panel Computers
We’re happy to have received another batch of gControl Panel Computers, so we’re shipping out to folks who have been waiting first (roughly a month.) We are expecting to have stock until January or February. We have also ordered another batch of computers expected to arrive early next year as well.
gControl set up
Gilberto looks like a DJ spinning the 1s and 2s.
We are experiencing a new potential issue. RAM and memory prices have skyrocketed in the recent months, with news reporting that demand for these parts have increased due to AI. Because of this, the newest batch of computers that are currently in production will ship to us without SSDs and RAM. We are hoping that the price of those components will go down early next year. If not, we will have to reconsider pricing for the computers.
Hey everyone, we have another exciting month ahead for November. I am currently on vacation, so you might not see me for the typical video update, but here’s the blog that covers everything. This post might be a bit shorter as well, but rest assured there is a lot going on. A lot of news is a continuation of prior months, so make sure to check out the previous updates to learn more.
Updated Shop Layout
We have now fully removed the floor from our main production space, opening up area to put in new racks and getting prepared to scale up production of AltMills. While our overall floorspace didn’t change, being able to use the taller racking and getting our forklift to other parts of the office will allow us to build more vertically.
Removing the Elevated Floor
A lot of stations use a system of having the assembly on the ground floor, and then materials above, which allows us to store a lot of materials for quick access. The racking is also fairly modular, allowing us to build different configurations.
Reconfigured Floor Space
Shipping Issues
We are still seeing a large volume of shipments coming back from the border, largely due to issues with customs handling. Unfortunately this means that returned orders need to be repacked and reshipped, especially if we see shipping damage.
Undelivered, Damaged Boxes
Message from UPS
We are continuing to work on several different things, like updating our customs documents and forms, submitting forms proactively, and working with UPS to understand where errors are happening. However, we ask that at this time – and thank you in advance – that customers are patient if shipments take a few extra days to arrive.
In other news, we have now acquired beta testers and have started working with them for testing machines as we go into production based on our first initial sales numbers in the pre-order. Certain parts, especially parts like motors, fasteners and electronic components (which will be shared between other AltMill size variants) have been ordered earlier as part of a larger batch of components.
Most of the work with the 4×8 this past month was mostly making final design tweaks and decisions, plus lots of testing and filming in house to get marketing materials ready. This also happens to be a good time to make some new furniture around the office!
Walnut Table
Parametric Chair
Nathan and Scott looking cool
Scott…we aren’t sure
ATC
The launch of the ATC comes this month, with some final considerations and tweaks being done in ATC development over the past 30 days. We’ve decided to move our launch date to mid-November, rather than on Oct 29th (same day as the AltMill 4×8) as we are doing final testing and refinement design work before a full launch. We need to have our bill of materials and kitting configuration decided on, as this will determine the pricing and packages we can offer for customers.
ATC 1
ATC 2
ATC 3
LongMill
Last month we launched a price decrease on LongMill kits across the board. We haven’t seen a big difference in sales volume, although it is present, which seems to suggest that pricing isn’t playing as big of an impact on the demand as it is currently. Perhaps this means the LongMill is due for a revision, or perhaps it means that there is less demand in this market segment in general?
Most of our efforts are in the LongMill redesign, and production isn’t quite ready yet as we wrap up development with our two larger projects, the AltMill 4×8 and ATC, but we’re currently doing some preliminary testing with the close loop steppers designed for LongMill. As we mentioned in a previous post, we are currently in consideration and progressing with offering the electronics (SLB-EXT and close loop stepper motors) in a way to allow for conversions to close loop stepper for the LongMill and other CNC machines.
While this is still a work in progress, we now have the SLB-EXT available for sale on our store. While not officially tested and supported, customers can order them on our store.
AutoSpin T1 Router
First test with the pre-production AutoSpin
We’re excited to announce that the AutoSpin, which had been in rocky territory for the last few months with certification and supplier issues, has seen a lot of progress. I didn’t want to share too much, just in case things didn’t work out. However, we’ve hit one of the main milestones of completing certification, which means we can move towards production now, and we’ve started doing testing with our pre-production units, and if that all goes well, we will move onto production. This could mean that we’ll have AutoSpin T1 routers ready to ship in a little over 2 months.
While we are optimistic we are approaching the end of the process of launching the AutoSpin, due to the complexity of the project, we may still run into issues, and so we will not have pricing or a release date provided until we are confident that we’re able to deliver a product that is up to our quality standards, and on a firm timeline.
We’re excited to share the next member of the AltMill family with the AltMill 4×8. This has been a big collective effort to bring a well thought out, productive and affordable full format CNC machine to the hobby market.
The AltMill 4×8 launches for pre-order on Oct 29th. Stay tuned on our email list, blog and social media for more info. We will have a series of informative videos coming out during pre-order, including an in depth feature from our engineers. Plus, we have a Live Stream Q&A with our engineers scheduled for Thursday, November 6, 7pm to 8:30pm.
What is the AltMill 4×8?
AltMill 4×8 Rendering
Our goal for the AltMill platform was to find the best balance between cost and performance, offering production level productivity at a price point affordable to beginners and hobbyists. The 4×8 variant takes this to the next step, allowing users to process full 4ft x 8ft sheet materials.
The AltMill 4×8 has some similarities with the 2×4 and 4×4 sizes, but uses redesigned components to extend the Y axis travel to just over 8ft. The fundamental design of the original AltMill was scaled up to achieve high performance with a larger working area, including increased Z-axis travel and clearance.
The 4×8 format is especially important as it represents one of the most standard sizes used in professional and industrial shops, for most materials like plywood, MDF and plastics. We expect more users to focus on building a business and scaling up their work for making money with this type of machine.
Who is the AltMill 4×8 for?
The AltMill 4×8 was designed at a price point that makes it accessible to the hobbyist and prosumer user, but it has the rigidity and precision capabilities that align with production and industrial focused machines. This makes it suitable for people who are intermediate or advanced hobby CNCers intending to scale into a business; or people who are already running a business and want to supplement or augment their existing production capacity. Entry level hobbyists will need to undergo a learning curve, but luckily we have year-round support and industry-leading resources to guide users on their journey. Learn more here.
Differences Between Industrial Machines & the AltMill 4×8
Software & Programming
For the most part, the CAM processes for both types of machines remain identical. Any CAM software you use for industrial machines can be used with the AltMill. Some industrial machines have more advanced software features on the CAM side, such as version control, managing stock of materials, and distributing jobs between multiple machines. Some software may need specific machines to do these functions, whereas some software is machine agonistic. These are advanced features found on very, very high production machines.
For controlling and sending gCode to your machine, some industrial machines use a custom interface, while some use a third party interface. Common ones include UCCNC, Centroid Acorn and Mach 3.
We offer official support for the AltMill with gSender, our free, actively developed, and powerful gCode sending software. If you’ve already used one of our other machines or used your machine with our software, you’ll already be familiar with it.
Speed
We’ve seen a pretty wide range of advertised speeds in the industrial machine space, with rapids from a few hundred to thousands of inches per minute. There are a few practical limitations to speed. First is bit deflection. In the industrial machine, the deflection of the end mill plays the largest role in the accuracy of the cut. This is a little bit different compared to the hobby space, where deflection of the structure of the machine generally plays a bigger role. Second is material or chipload limitations, or the amount of material the end mill can pull out based on the rotational speed of the bit and travel within the material.
The productivity of a machine is also dependent on the acceleration settings. Sort of like how a drag car might go faster in a straight line, but it can’t take corners as fast as an F1 car. Machines are the same. An industrial machine may not complete a job much more quickly than a hobby CNC in practice in some cases, for projects that require a lot of acceleration and deceleration.
In my opinion, it’s important for customers to consider unit economics. If an AltMill costs 5x less than an industrial unit, but cuts at half the speed, then getting two AltMills might make more sense than one industrial machine.
Cost
We generally would consider 4×8 machines under $15,000 to be in the hobby range, whereas industrial machines are generally above $15,000 and can run hundreds of thousands of dollars.
There are some industrial style CNC machines that can cost much less, typically built in China, but this generally doesn’t take into account the cost of shipping and importation, setup or modifications to work in North America which can cost more than the machine itself.
Buying Experience
Most industrial machines don’t have a single price and require the buyer to get a quote. This makes the buying process longer and harder for the average buyer to cross shop or compare pricing.
Our goal has always been to make pricing as transparent as possible. Pricing for all products are listed on the website, and shipping quotes can be automatically generated in the cart.
Shipping
Industrial CNCs almost always need to be shipped by freight. Depending on where you’re located, it can cost hundreds, if not thousands of dollars in cost to be able to get it into your shop. Additionally, you will likely need to have some method, such as a loading dock or forklift, to be able to unload and move your machine, which adds to the cost.
The AltMill on the other hand comes in a series of 6-7 boxes, which all get shipped by courier, and can be delivered to almost any resident or shop in the world. We estimate that the shipping cost for most parts of the US and Canada to be around $300-500 USD.
AltMill 4×8 Base Machine Packaging
Weight
As we mentioned before, the weight of the machine impacts the shipping cost and acceleration settings. Another factor to consider is the ability for the user to relocate the machine. Industrial machines weighing thousands of pounds require special equipment to move, whether it be around the shop or to a different location. Additionally, many industrial machines need a special pad or mounting to the ground for stability and safety reasons. This can cost a few thousand dollars to install if it doesn’t exist in a shop yet.
The upside of having a heavier machine is that it absorbs vibrations, which means that cuts can come out smoother and with less chatter. However, a heavier machine also requires more energy for it to move its axes. This means larger motors, bearings, and other hardware, offsetting some of the benefits of having a heavier frame.
The AltMill 4×8 weighs several hundred pounds and simply uses levelling feet to work with the typical shop or garage. This makes it easier to move around and ship. Although it may not have as much vibration dampening capacity, we believe that it provides more than enough rigidity to get clean and accurate cuts. It’s important to note that the AltMill is designed for cutting woods and plastics primarily, which is considered a fairly soft material.
Features
There are a lot of features that are found with both hobby and industrial machines, but are usually more common or standard on industrial machines. For example, automatic toolchangers and vacuum tables and hold downs are generally more common options that are built in mind for the system.
At the moment, the AltMill ecosystem does not have every feature to match industrial systems. Some of these features can be added with 3rd party kits from other manufacturers. That being said, we’ll likely work on new features, especially for the 4×8 machines, since we expect more customers to be production focused as time goes on.
Power Requirements
The larger the machines are, the larger their power requirements typically are as well. With the AltMill, the machine itself can run off 110V power from your outlet, but we expect a lot, if not most customers will want a 220V spindle as the 110V spindles may be underpowered. If speed is not your concern and you don’t mind running your machine slower, while being able to not need any additional electrical work, the AltMill is still a great option for a budget friendly 4×8.
Because it’s expected for industrial machines to be used in industrial settings, which typically have access to 220V and even 3 phase power, industrial machines likely will use higher power input options that typical hobbyists don’t have in a home shop or similar.
Maintenance
The more expensive and complicated a machine gets, the more likely it is to require more expensive maintenance. At minimum, all machines need proper lubrication on all moving components including the linear motion systems, power transmission, and bearings. Industrial machines may require service by a technician or specialist for maintenance and repairs.
Maintenance on the AltMill on the other hand is designed to be done by the user, which means that it can be done without the need to schedule a service. Additionally, parts for replacement are relatively inexpensive. Because there is a self assembly portion of the machine, users also get an opportunity to understand the workings of their machine better.
Engineering
The engineering of the 4×8 combines development and innovations from the other AltMill versions and adds on top of it.
Linear Rail, Rack and Rail Coupling
One of the main challenges of bringing a 4×8 form factor machine to market is getting it to the end user. Simply put, limitations to the size and weight of packages shipped through courier cannot allow linear motion components used in the Y axis to be shipped in a single piece, unlike with the 2×4 and 4×4 machines. This means that these components need to be aligned and coupled together by the user. A significant amount of engineering was done to ensure the smooth and accurate coupling of these components.
Some designs and innovations in this space include developing:
A special bracket and process for joining the two lengths
Adjusting the spacing between linear motion parts and tolerancing to reduce the impact of gaps in between components
An easy to follow process to reduce assembly error
Easy assembly identical tables halves, joined together
Rack and Pinion Engineering
A big debate when it comes to choosing rack and pinion versus ball screw has revolved (haha) around the accuracy and precision differences between both tools. While ball screws can generally achieve higher precision, ball screws come with several downsides that make them less accurate over longer distances.
First is that a longer ball screw can flex more easily. Since the ball screw is only secured at each end, it means that it can bend from cutting forces. This also can be exacerbated with any whipping that happens, which can introduce vibrations and limit the speed of which the machine can move.
Rack and pinion on the other hand is mounted along the length of the rack. This means that there is much less flex in the system.
Additionally, ball screws cannot be joined together. Due to shipping limitations, the Y-axis parts must be separated and shipped in segments. Since racks can be butted together to make longer racks, this is not a problem with rack and pinion.
It’s also important to note that the theoretical differences between rack and pinion are more relevant in very high precision applications such as commercial vertical machining centers, and less so in the application of CNC routers, where your material and cutting tool is more likely to influence the accuracy of your parts.
Wear and Hardness Testing
We have conducted a significant amount of testing and research to ensure a high degree of longevity of the rack and pinon system. Much of this came down to understanding the effects of hardness between the rack and pinon. We’ve explored many aspects of the materials used for the rack and pinion including:
Post processing the parts including nitriding and heat treatment
Working with different alloys
Adjusting the gear profiles
Long term testing of the use of different lubrication
Early prototype pinion sample showing wear during extensive testing
Pinion Tensioning System
To ensure proper meshing of the pinion to the rack, we’ve also developed our own pinion tensioning system, which allows for the pinion to have the proper preload for eliminating backlash against the rack and adjusts for wear over time. This also allows for slight misalignments and tolerances in the machine and assembly process.
Gearing
To ensure high levels of precision, the motors are geared down to increase torque and increase resolution of the motor. We found that stepper motors also have a small amount of “elasticity”, which means that when they are held stationary, they can turn very slightly when a load is applied. Given the lower friction and higher distance to rotation ratio, this effect makes a bigger impact to the precision of the machine position while it is stationary. By gearing the motor down approximately 5:1, it effectively reduces the impact of “elasticity” as well.
Spindle options
The AltMill 4×8 will work with 1.5KW, 2.2KW ER20 spindles,, and our up and coming ATC spindle and natively support a toolchanger. 1.5KW and 2.2KW spindles are identical to the ones used on the 2×4 and 4×4 except with a longer spindle cable.
ATC
For those who don’t know, we have been actively working on an ATC spindle. We’re wrapping up development and production, but here’s some details to share before we do a full announcement:
Price: 2500USD-3000USD
ISO20 toolholders with ER20 collets
Capable of expansion up to 12 slots/tools
220V, 2.2KW
Air-cooled via low-noise electric fan
Users must provide an air compressor and dryer (such as a desiccant dryer). The ATC has been developed specially to be compatible with most consumer grade compressors (around $300).
ATC Spindle Rendering
ATC Tool Rack Rendering
Our ATci is specially developed as one of the most integrated, advanced, and beginner friendly ATC systems, with features including:
Plug and play operation, with native integration with gSender allowing easy re-mapping/selection of tools for a given job
Advanced safety features, including integrated: pressure sensing; temperature monitoring; tool in spindle check; and tool in rack sensing to monitor the state of the spindle at all times
Easy to remove toolrack to allow users to switch to allow passthrough/tiling operations
Designed for quietness. Low noise cooling fans and air seal that turns off when not in operation
We are expecting to do a full announcement and launch in November.
Production Schedule
Batch 1
We are building approximately 150 AltMill 4×8 in the first batch. We expect units from this batch to start shipping mid-Feb to early March 2026.
Pricing
Pricing for the AltMill 4×8 without a spindle will start at $7,490USD/$10,390CAD. Spindles can be purchased and configured to the user’s needs and will have different pricings.
Shipping will vary based on location, but customers should expect to pay between $300-500USD in shipping within North America.
FAQs
How much do I need to pay upfront?
A full, 100% payment for the AltMill 4×8 is required to hold your place in line. Customers may cancel and get a full refund for their machine anytime before their machine ships.
Will there be any upgrade path to a 4×8 from a 2×4 or a 4×4?
It is under consideration but it will not be a priority for us to provide an upgrade path. First, given that so many additional new components are needed to go to a 4×8, the cost difference between the upgrade kit and the full kit will not be that significant. Additionally, there is a significant overhead cost to do version tracking and ensure compatibility between machine versions that will add to the cost of the kit. It’s likely that it will be more cost effective and reduce waste if customers sell their existing machines and order a full machine.
Eventually we will have parts available for purchase which allows us to pave the way for a potential modification or upgrade path, but this will not be available until later next year.
Are you going to make a 5x10ft AltMill?
Not until we get the 4x8ft machines out the door first. But if we get enough interest or demand, we may consider it.
Will the AltMill 4×8 work with an ATC?
We expect to have our ATC system available for pre-order closer to the end of the year. However, the ATC system will be compatible with all AltMill variants and will ship around the same time as the first AltMill 4x8s start shipping.
If you’re ordering an AltMIll 4×8 before all of the spindles are available, we recommend placing your order for one closer to when your machine is slated to ship.
What are the power requirements of the AltMill 4×8?
All AltMills use a 110VAC, 48VDC 10A power supply, consuming up to 500 watts. The power supply comes with a North American Standard Type B NEMA 5-15P plug.
Users will also need to account for power use from the spindle, which have separate specifications.
How big is the AltMill 4×8?
The footprint of the AltMill is approximately 114″ long x 66” wide, and over 66” tall (when including spindle height).