Another busy June has come and gone. Welcome to our latest update!

Lead Times For Major Products
AltMill 2×4 and 4x4s are now shipping quickly, typically in 2 weeks or sooner. We have stockpiled some assemblies and full machines to help keep our lead times low.
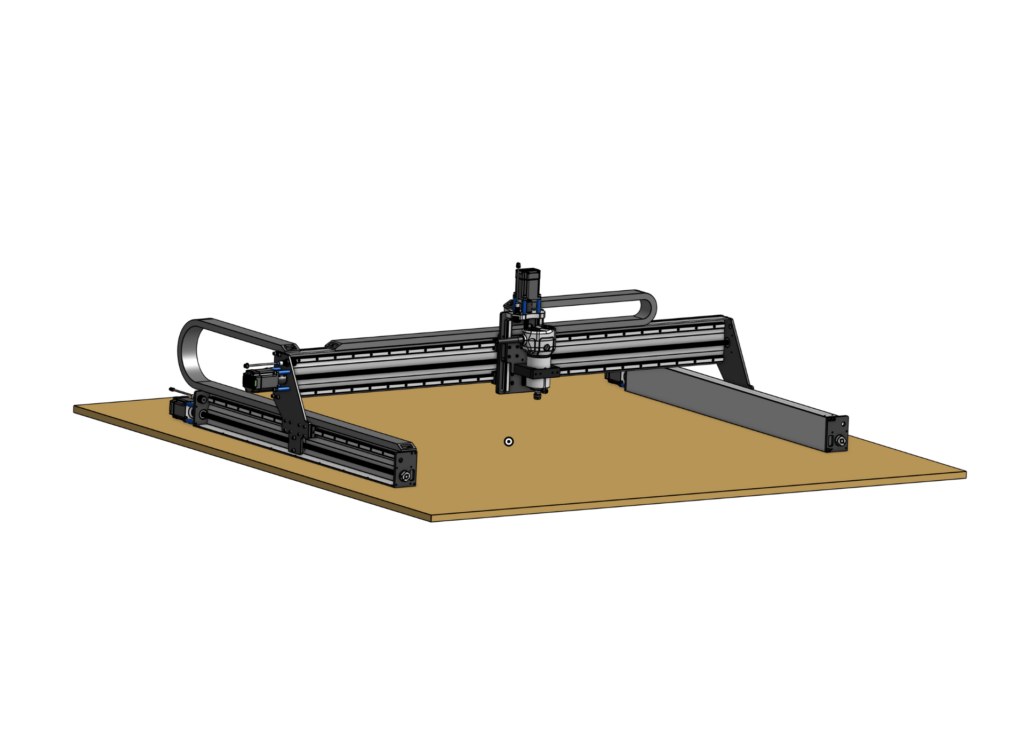
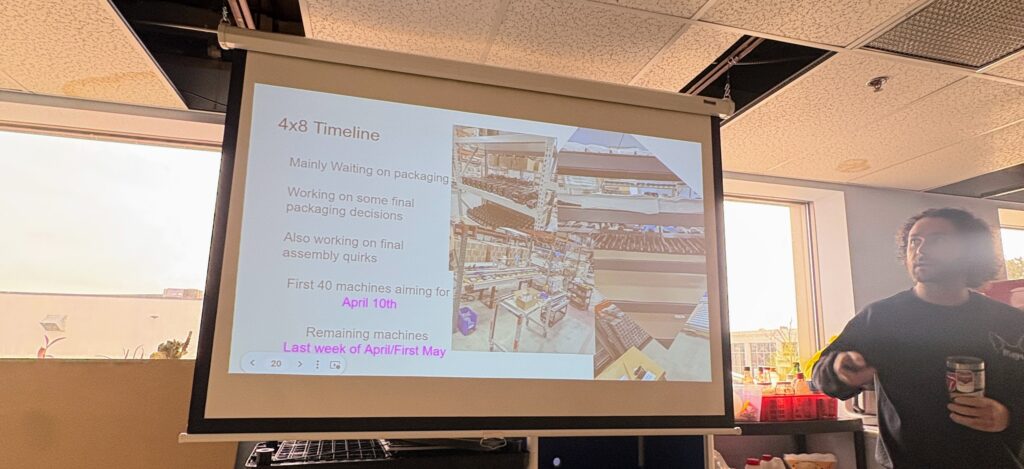
Batch 2 of 4×8 machines are now in production, and we are expecting units to start shipping in August.
All spindle kits (minus the ATC) are now shipping within 2 weeks as well. We are now in production of Batch 2 of ATCs; new orders being placed now are expected to ship in August-September.
For orders that have already been placed, please refer to the estimate provided in the month/week that you ordered the product. Please note that the lead times that are presented on the product page only refer to orders placed at that time. Your order lead time will be different if you have already placed an order in a prior month.

LongMill MK2.5s are shipping within 1 week, and LongMill MK3s are also expected to start shipping in September.
For the latest list of shipping timelines, please check out our Order Status page.
Catching up on Maintenance Stuff
The last few months have been pretty busy with new product launches, but now that we’ve gotten through all of the big things, you should expect to see a bit of cleanup on our end, including:
- Updates and cleanup to resources and documentation
- Updates and cleanup for open source files and documentation
- Uploading of maintence and replacement parts on our store
- Continued training for our customer support team
- Continued improvement in gSender, our firmware and other parts of our ecosystem
- Development of ancillary technologies and products, like a CNC control pendant, sensorless homing motors and vacuum workholding
I don’t think I can list every single little detail, but users should expect to see small changes come down over the next few months.
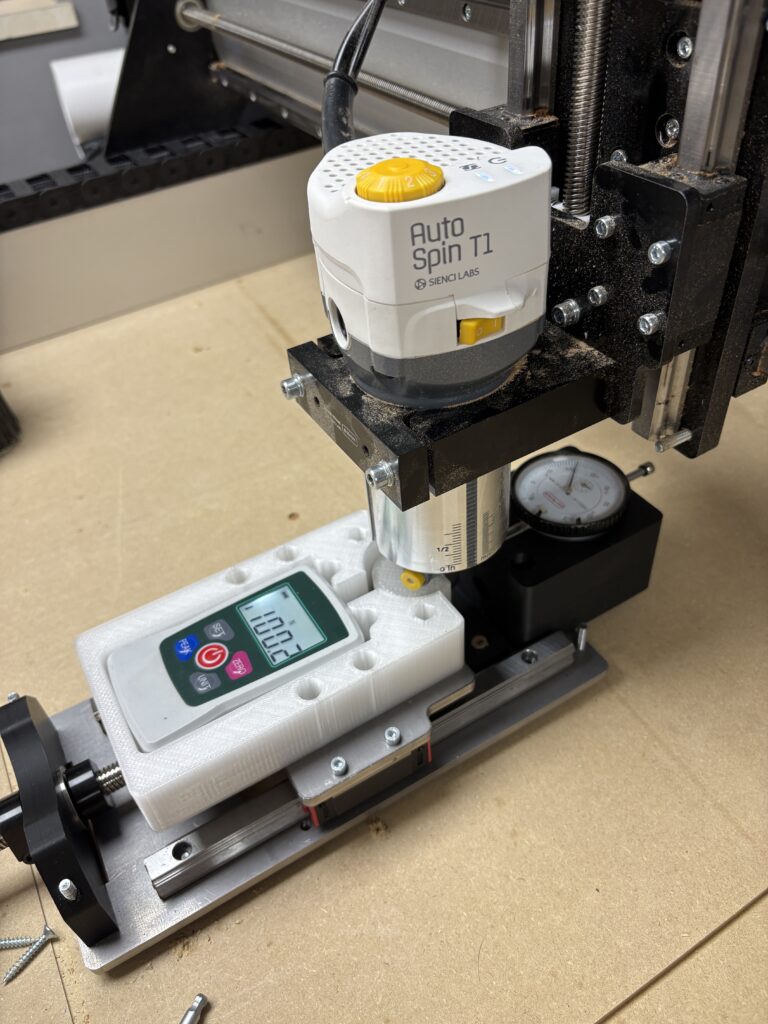
Tool Length Sensor
Although we’ve mentioned this a few times in saying that gSender fully supports a tool length sensor, and users can/have installed a tool length sensor on machines with aftermarket TLS, we have now finally made the TLS sensor available to all users.
As you may know, the Auto Tool Changer system requires a TLS system, so we designed a TLS sensor specifically for our machines and systems.
Benefits of the Sienci Labs TLS:
- Greatly improves productivity for CNC projects that use multiple cutting tools by removing the need to manually re-zero each time the tool is changed
- Break-away magnetic interface prevents damage to tools or machine in the event of any errors during tool length probing
- Hardened 45HRC 4140PH probe disc ensures a durable tool probing surface and makes certain wear does not affect probing accuracy
- Optical sensor provides high accuracy and repeatability, unaffected by temperature like other sensors
- Flexible mounting allows the sensor to mount directly onto your AltMill or LongMill, or other CNC other machines.*
The TLS is now available for purchase:
LongMill MK3
Last month we launched the LongMill MK3. We have continued to work on the production for the machine in anticipation of shipping in September this year. Most of our work has been in finalizing some of the mechanical design and pushing to production our fast turnaround parts.
Additionally, we have been finalizing our packaging design with plenty of destructive drop testing.
We also had a livestream to talk about LongMill MK3 engineering, design, philosophy, and more, so if you want to check that out, see below:
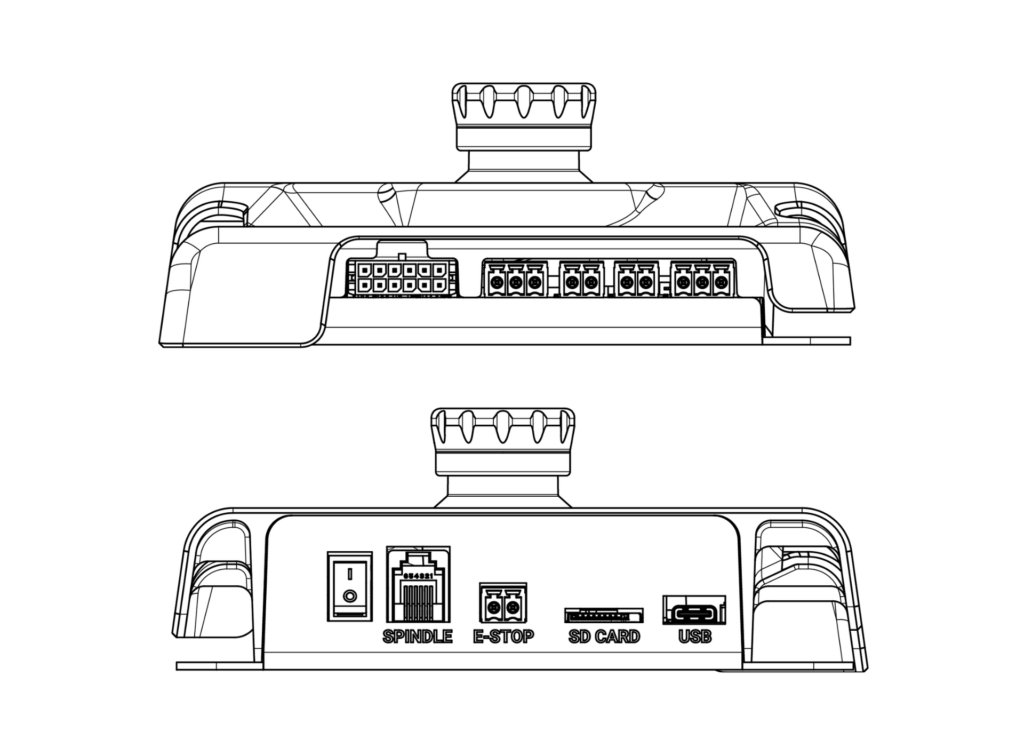
SLB-EXT V2 and SLB-LITE

We have continued to make progress in the second generation of SLB-EXT controllers. We have now received another 20 units of samples in early June for continued testing. Here’s some general work
- Continued work on the firmware configurator tool to allow for users to customize their firmware for their needs
- Minor fixes to board design and components (namely the fit and sizing of the power connector in this case)
- Testing of signal consistency and noise
- Real life testing and cutting with SLB-LITE
- Work on the expansion board for further functionality

Pricing Changes to gControl Panel Computer
Due to continuing instability in the cost of processors and memory, we are again increasing the price of the gControl panel computer. We are continuing to negotiate with our suppliers, but we expect that pricing will be updated for the following batch of units.
Pricing is expected to be updated as following: USD $529 / CAD $739. Please note that timing of the change and final pricing may vary over time.
As we’ve mentioned in prior updates, we do acknowledge that the cost of the computer is high, and so we are actively working on a longer term computing solution to bring the same or similar functionality at a lower price. This is not to say that the gControl panel computer is overpriced. In fact, for a industrial level, fanless panel computer, it’s quite inexpensive, but we do recognise that not all users need such an overkill piece of hardware.

Sensorless Homing
In a bid to reduce component count, reduce costs, and improve overall reliability, we are currently undergoing testing and development in sensorless homing technology in conjunction with our R&D with close-loop stepper motors.
Because of a closed loop motor’s inherent ability to detect when a motor loses steps, we can also use this feature to understand when a motor has reached the limit of its travel. In a traditional machine, a separate homing sensor or switch is used, which is triggered when the machine hits a limit. However in a sensorless homing setup the motor is used to detect the limit. A closed loop motor can do this because there is an encoder and electronics inside that compare the amount of rotation the controller has commanded it to turn versus the amount it actually turned. When there is a mismatch, the motor knows that it’s “lost steps”.
To make sensorless homing work, we need to tune and program the motor to improve the sensitivity of the motor, so that it can detect contact with the machine faster and more accurately. We can do this by varying the amount of power going to the motor, the speed, microstepping, touch off distance, filtering algorithms and more. Additionally, we need to consider the mechanical structure of the contact points.
While this is a bit of a tricky thing to get right, this technology has been proven to work very well in modern 3D printers, to the degree that most 3D printers rely on this technology alone for their homing sequence.
The advantages of sensorless homing is that we remove one of the potential weak points in the machine design, which is the homing sensor. While homing sensors are extremely reliable, due to the added complexity of installing them, the wiring, and the additional hardware, we believe that reducing component count can improve the overall reliability of the machine in the long run. Additionally, while the cost of the switches are fairly low, the cost reduction in removing the ancillary hardware, instructions for installing them, configuration, and more, we believe that we can see some decent cost savings overall.
Naturally, people are going to ask if their existing machines will be able to support sensorless homing. With some generations of motors, it is possible. However this does require re-flashing the motors and may require special tools. If your machine is working well with homing switches, it’s unlikely to be practical to move to a sensorless homing system and there is no practical performance differences when both systems are working well.
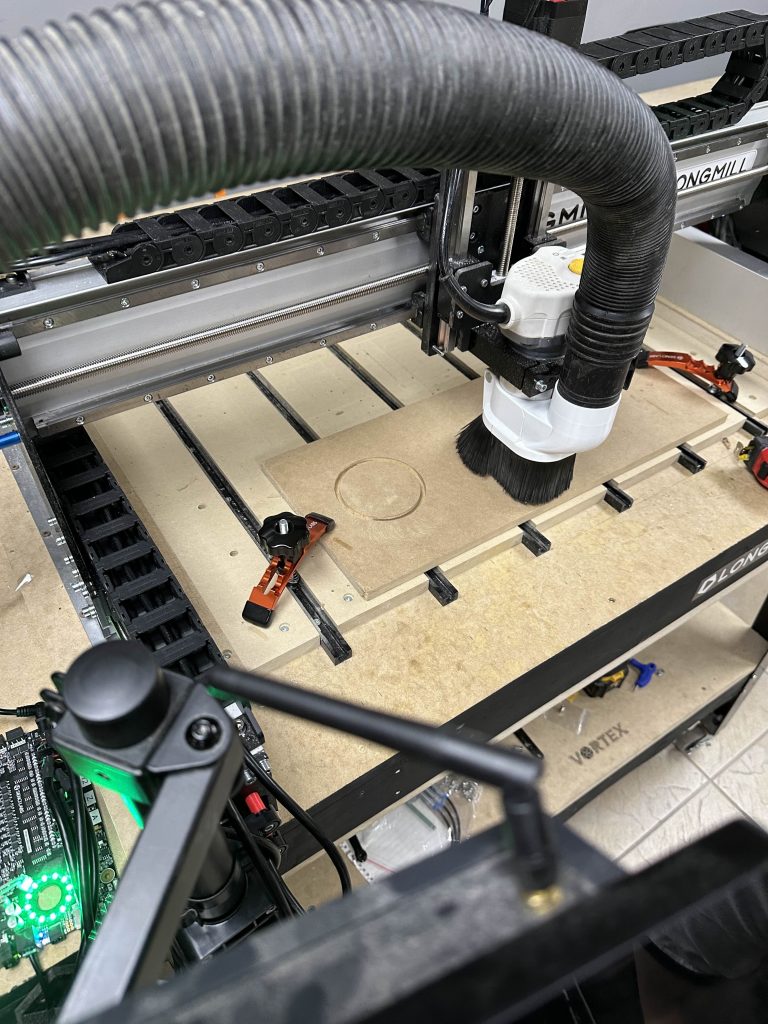
Vacuum Table Development
Over the last few months, especially coinciding with the AltMill 4×8, we’ve been working on a vacuum table solution in the background. As we continue to work on more advance systems focused on more professional level applications, we naturally looked to adding a vacuum table system to our machines.


Most of our work is currently exploratory, trying to understand:
- What sort of vacuum pump and architecture we should use
- How much performance we need and how much performance we can get in different configurations
- Potential shipping and logistics processes
Sienci Labs will be at IWF Atlanta

We will be at IWF Atlanta! We are working on the planning and logistics for coming down, but we’ll be bringing a few team members down to show case some of our cool products and chat with members of the community.
IWF Atlanta is one of, if not the largest woodworking fairs in the world.
If you’d like to attend, make sure to check out https://iwfatlanta.com
Show dates are Aug 25-28.