Hey all! Chris here again with some more juicy SLB updates
There’s been a lot of great news to come since you last saw me with my major SLB update post at the start of November, and then our very successful SLB launch on December 4th. If you missed them feel free to look back and get caught up:
- https://sienci.com/2023/11/08/next-big-slb-update/
- https://sienci.com/2023/11/27/superlongboard-pre-orders-to-launch-dec-4-2023/
- https://www.youtube.com/live/d4k8p0Psfgs
What an Exciting Start
Firstly, thank you to all of you who have pre-ordered! We sold almost half of our first batch of 500 in the first 3 days, and are now at 357 total pre-sales, we might be sold out before we’ve even shipped the first board! Me and the whole team behind this effort really appreciate the trust and excitement we’ve seen for the SuperLongBoard and will keep working diligently to come out with something that we’re proud with and in a timely manner.
Just a reminder that we’ll still be sticking to our word and offering anyone who orders an SLB before Jan 31, 2024 a reduced price, this means that if you’d like to show us some early support in this project and save some bucks while you’re at it, you’ve only got less than a week left to join the pre-orders 🙂
Some Meat and Potatoes
SLB Beta testing and board development rolls on 🚂. Since you last heard from me late December, nothing notable was hinted to since there’s A LOT of complexity to timing a product like this that has been going on behind the scenes. The one fun you might’ve seen was an SLB-powered Christmas Tree display which was a great break for me to enjoy a hands-on project, especially after the many countless hours I’ve spent recently behind a computer on documentation, emails, bug testing: https://www.facebook.com/groups/mill.one/posts/1811830652621591/

Getting along to the juicy stuff, the SLB production progress has been continuing to pass more milestones:
- SLB Enclosure 3D design finalized
- E-stop PCB finally designed after the hurdle of the E-stop connector not being able to be tracked down so we got around it by attaching a connector to the other side
- Enclosure samples arrived, tweaks made, production started
- Major slowdown in receiving new SLB prototypes because of shipping confusion from UPS since we moved offices
- Now at 5 Beta testers who are all talking on an the expanding private SLB Forum (will become public at launch)
- E-stop samples and sample 2.5m E-stop cable arrived (longer length allows for more options on where to place the E-stop)
- Found we won’t be hitting any major roadblocks when it comes to certification
- Manufacturing of E-stop wires and injection molded E-stop enclosure complete
- Manual & documentation now reaching reasonable progression in outlining all board features and testers now having hands on with the majority of options the new board makes available
I hope you’re all as excited as I am about all those major steps that have been taken. We’ve also been iterating very quickly on improvements to the SLB’s firmware and bringing gSender up-to-speed to properly support the new board. These we know we have more time to complete since physical production is the MOST important to move along ASAP, but software and Firmware is still great to put our minds at ease to ensure everything works as expected as soon as possible:
- 6 new SLB firmware versions since my last big update, now at 5.0.1 which fixes and improves some great stuff
- Status light overrides
- Improved PWM switching with separate inversion control
- TLS inversion should now be fixed
- SwitchBank control now happens over software
- Laser will be changed back to not be default behaviour for safety reasons, but gSender is being worked on to support easier changing between Spindle and Laser
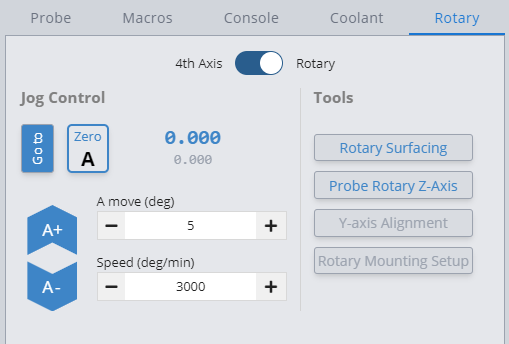
- 3 more gSender Edge builds and now the new 1.4.0 Main version to better support SLB (see more about it here: https://sienci.com/2024/01/23/gsender-1-4-0-release-rotary-grblhal-jobs-stats-and-more/)
- Controller jogging finally smoothed out, improved time estimation, more progress to resolve HAL Rotary behaviour, among other things
- Whole ordeal now almost straightening out where we had massive delays due to software certification regulatory changes, requiring us to reapply and have our costs doubled to $800/yr just to be a trusted distributor
Here’s some more detail you can see on some of those points. Please read to the end if you want to see information about the remaining steps we have ahead of us and where my thoughts currently lay for the delivery timeline ↓
Finalized SLB Enclosure and E-stop
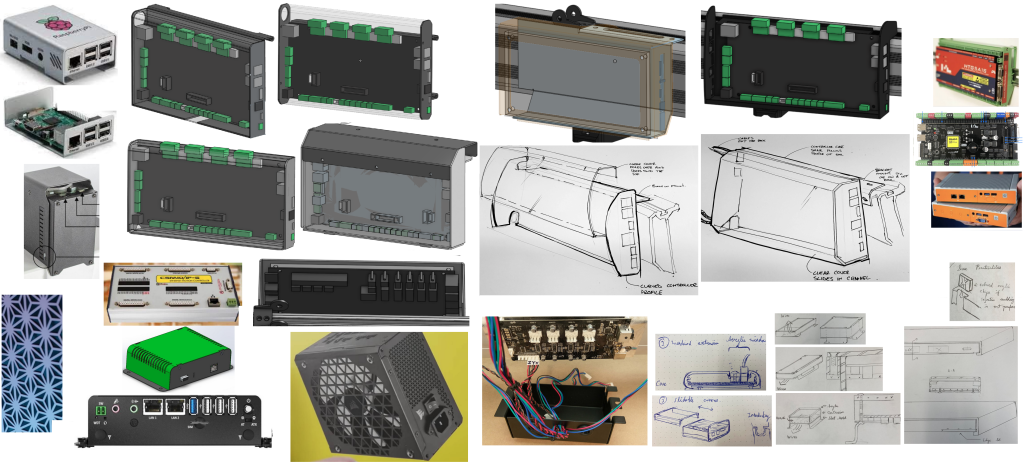
To give some context, we started ideating the enclosure the SLB would fit inside before the board even existed! We wanted to make sure it would accomplish a range of things to accomodate all the new plugs, keep wiring clean, look nice but also robust, not break the bank since the value should be coming from the board itself, and much more. A while ago I even started a thread on our forum when I thought I’d finally reached the end of our design vision (https://forum.sienci.com/t/official-call-for-feedback-on-new-board-in-development/8519/)….. aaand it was met with mixed reviews. In light of this we went back to the drawing board and I hope what we came up with will be able to meet everyones needs.

This new design should give the best of both worlds! Universal flat mounting via flanges to accommodate a range of setups or machines inside enclosures, with a subtle bracket that will allow for Y-axis rail mounting for any LongMill MK2 owner if they want to keep all their wiring tidy and together. The front is easy to open and allows some wire management inside the enclosure itself, with most wires going out the rear, and I’m sure you’ll be happy to see how the status lights turned when we do a final reveal. You can also see the detached E-stop with it’s longer cable and 3 customizable Action buttons! These will all come standard with each SLB kit
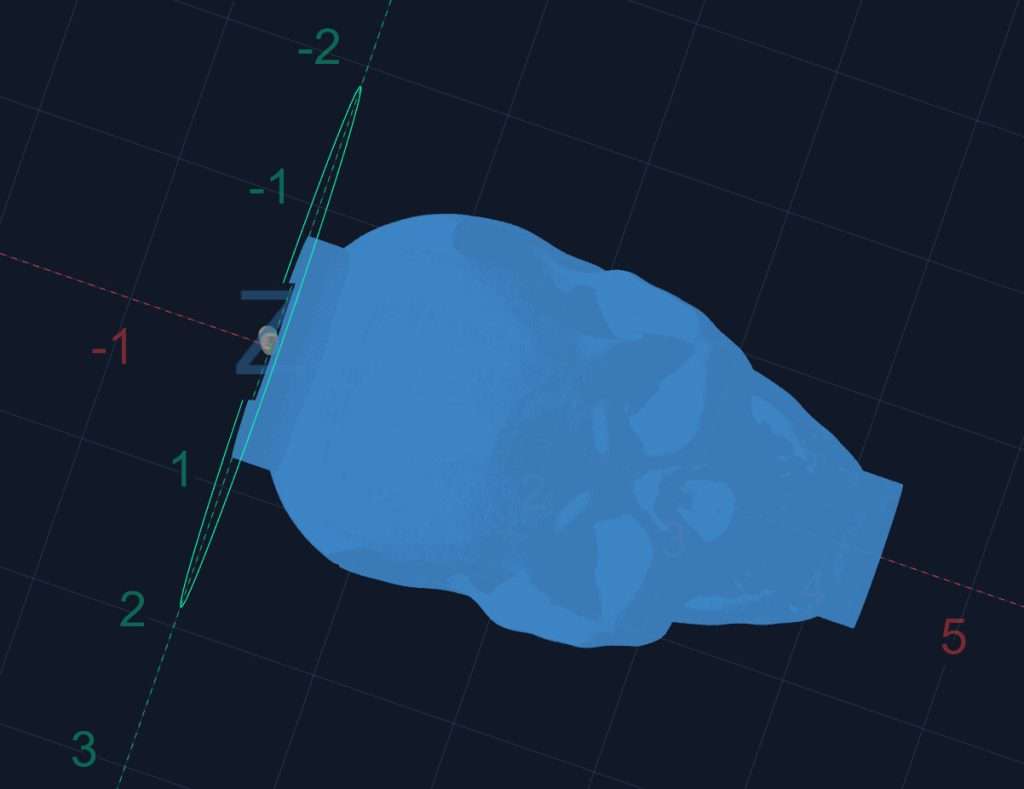
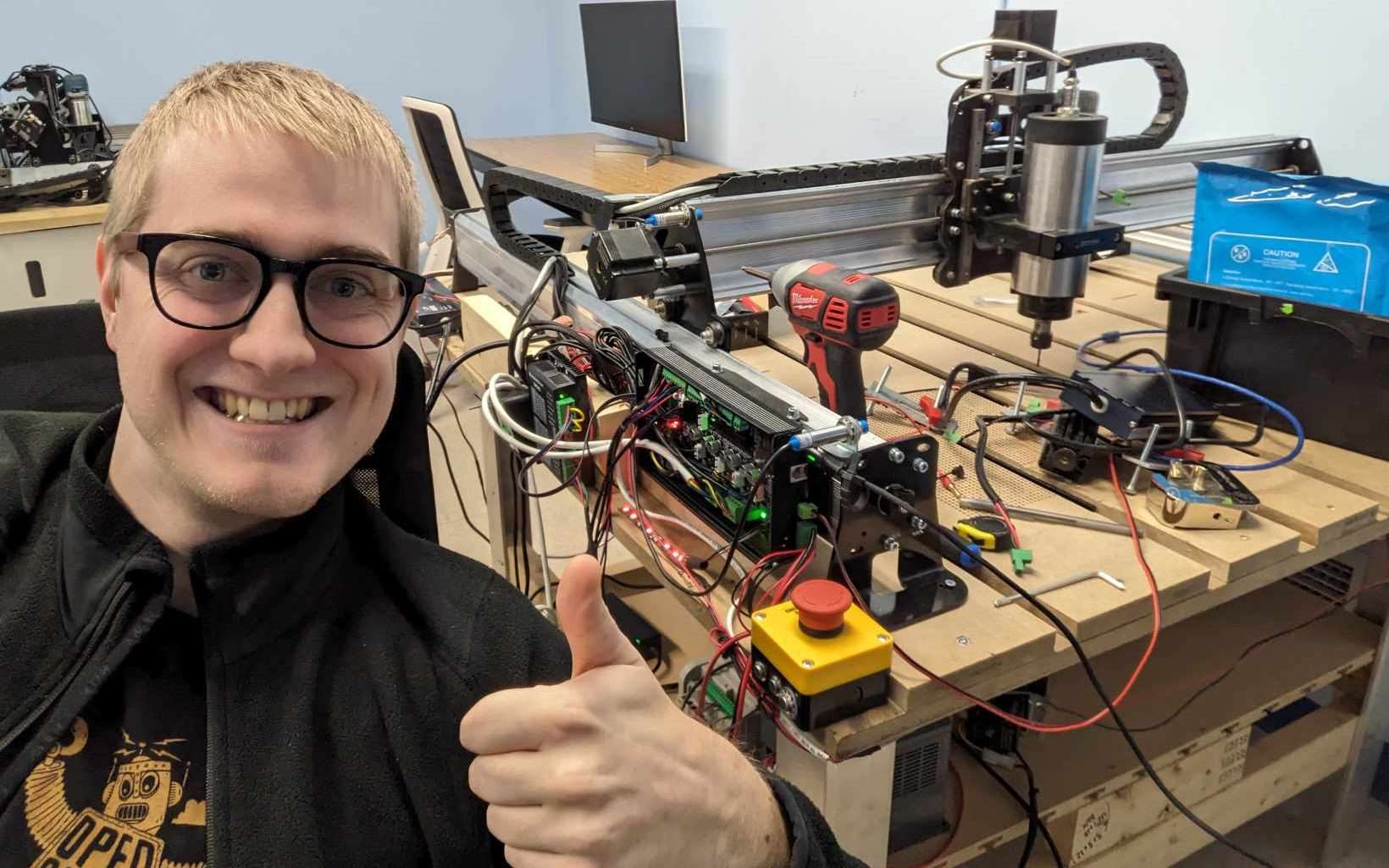
Beta Testing
We’re in our final push on Beta testing to see if we can find any last issues with the board. This process has been ongoing for several months now with us finding little quirks here and there – but luckily most of these have been easy fixes that weren’t due to the boards themselves and instead the software or firmware. Below you can see a new setup for one of the testers, and if you pay close attention you’ll see some of them posting updates on their testing experiences on our Facebook group or Forum (like https://www.facebook.com/groups/mill.one/posts/1829844527486870/).

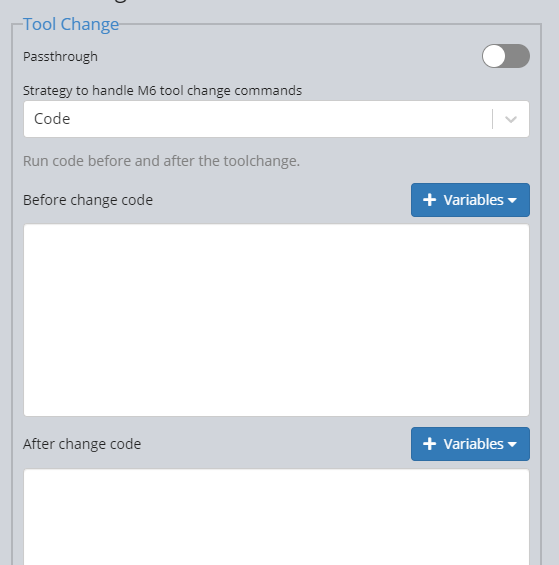
Documentation
A labour of love to keep our level of product support to the standard you’ve come to expect from us, we’ve now passed 50 pages of documentation covering all aspects of mounting, features, configuration and more for the SLBs. Another thing I wanted to let everyone know of is that one of my goals for this year is to transition all of Sienci’s documentation to be publicly contributable so that anyone can submit improvements or entirely new write-ups on how to use our products and just to share CNC resources in general. I’m very excited about this prospect and hope that I can do it in a way that best honours our ever-growing community.
What this all Means
It means we’ve been working hard and seeing results! There’s still many more steps to go though, and with now everything in production except the boards themselves, I have to admit that the March delivery date might push into the end of March or start of April depending on our luck with slowdowns overseas from Lunar New Year. The board design as of tonight is fully complete with any other small tweaks we felt it needed to be ready for production, so the last thing holding us back is any remaining feedback from Beta testers that might tell us that there’s anything else we might’ve missed on the boards – otherwise if we have the confidence then that would be the last big piece of the puzzle completed. We want to try the best we can to not miss anything and have been trying to run Beta testing and in-house tests for over 5 months now to gain the confidence that we hope to see play out once everyone else gets their hands on the SLB.

Any other remaining steps and timeline as we start to see the light at the end of the tunnel:
- Ongoing Internal validation on the new batch of boards, between Johann on General checks and Ikenna on LaserBeam compatibility alongside Expatria on their own setups we’re doing one last big effort to ensure boards can begin production and Firmware is as progressed as possible
- As of the start of this week and until the end of next week, the -hopefully- last version of the board prototypes arrived in the hands of Beta testers alongside the mostly finalized E-stop, enclosure, and new firmware. We’ll be looking for any remaining feedback to hopefully conclude any remaining findings they can provide before we begin production: using the E-stop and Action buttons, the form-factor and fitment of the enclosure, anything else they’d still like to see improved or fixed with their SLB experience
- Continuing to order full 500 quantities of anything we’re sure about like the thumbscrews that just arrived today and will soon be starting to vet USB-C cables
- Board PCB production should begin the last week of January or first week of February, and in the meantime we’ll be pre-ordering all the board components to hopefully reduce production time
- Design box packaging
- Start to prepare jigs and processes for QA
- Throughout February and until we begin shipping, continue to make updates to FAQs, short videos to show board capabilities, SLB Manual, gSender HAL support, and SLB Firmware
Me and the SLB and gSender teams have been, and will continue to be, working diligently as the March delivery window continues to approach. This has been an especially big project for us to undertake so we want to do whatever we can to set up the SLB to succeed. As 2024 starts to pick up steam, I’m really excited for the impact that the SuperLongBoard might have on the future of hobby CNCs and hope to be proud of the 1.5 years spent to bring it to life.
Watch out for more videos I’ll put out to show what the board can do and feel free to keep asking questions 👍
gS release schedule
Please let us know what you think of the new 1.4.0 (https://sienci.com/gsender/)! It’s an accumulation of over a years worth of work in a package that we called “Fundamentals”. We wanted to bring new things to the table but also really take the time to go back into what fundamental things we could improve about gSender to make the day-to-day CNC experience more pleasant and reliable. This included new joystick controls, touch plate probing on all corners, much more accurate time estimation, faster file loading, endeavouring into maintenance reminders, and more. We know it may have a couple bugs in it here and there but we’re committed to fix those in the coming weeks and make 1.4.0 the new, best version of gSender for everyone to use!
Our next big push we’ve decided to call “New U”, where we’ll be aiming to take everything we’ve learned about the CNC control experience and put it to work in doing a complete overhaul on gSender’s UI. I know this may be a polarizing topic but we do feel like we can take something that we already felt we’ve done so well on and push it even further. We hope to take plenty opportunities to get everyone’s feedback as we begin this process but we feel hopeful that once we come through on the other side this will certainly be for the better and a better gSender overall.
Thanks yall for your time and hope to see you more soon!
-Chris signing off