Hey guys, here are our September 2024 production updates!

AltMill
In August we received a lot of parts for building the AltMill. We’ve done a lot to continue ramping production up including:
- Building new carts and jigs to help with moving materials around and helping with assembly
- A much bigger and more stable tapping setup
We also ran into a few new issues:
- We found a number of the rail extrusions to be bent enough to have uneven machining. We do have enough for the time being to continue shipping, but we will have to make more to make up for the bad parts. We are currently in production for another batch of rails, so we are adding more rails to the new batch to make up for the bad ones.
- Over-sensitivity of closed-loop stepper motors and default acceleration settings, especially on the Z-axis causing false alarms for the first 50 AltMills. Updates to the firmware settings, which should be found now in the latest version of gSender adjust microstepping defaults, and any other outgoing AltMills have this issue already fixed.
In other news, we built a 2x4ft working area AltMill with some spare parts. It’s mostly for internal use so that we can do testing, but we suspect a lot of people are going to be interested in a slightly smaller AltMill as well. If you’re interested in this form factor, feel free to let us know!
We’ve also started making the assembly videos for the AltMill. We did the filming in the third week of August, and we expect to have videos coming out sometime in September.
We now have about 100 AltMills shipped, and we expect to ship another 50-100 in September and October. We should also be getting our Batch 2 AltMill parts in the next 2 months as well, so we expect to continue scaling production.
LongMill
LongMills continue to ship out smoothly, with most orders shipping out within a week.
One main update to share is with the T12 Spring Loaded Anti-Backlash Nut Blocks. We’ve initially made them from injection moulded blanks which were machined after, however, we found out that due to internal stresses, the threading would be inconsistent and require additional processing to machine properly.
We’ve now started machining them from cast blocks, which have lower internal stresses, which means that there is little to no deformation and changes to the overall shape of the blocks after threading. This method is more expensive, but improves the quality, saves time in re-machining, and reduces the number of rejected parts, which we believe is worth the tradeoff. Due to the time savings and other benefits, there is a good chance we’ll switch completely over to the new blocks and scrap most of the old ones that haven’t been QA’d.
Due to some variability in the tightness of the blocks, we’ve advised users to do a bit of break-in before starting their job. Our expectation for the new blocks will be that this break-in will not be necessary and we will be able to have much more consistency in the resistance in the blocks. We have completed testing for the new blocks and expect blocks to transition into production any day.
Vortex and LaserBeam
Both Vortex and LaserBeam orders are shipping out as usual.
Ikenna and Jen are currently working on new resources for LaserBeam and SuperLongBoard to bring new features and details on improvements and setup, so make sure to keep an eye out for that.
LaserBeam Livestreams are also coming to an end after 2 years of consistent episodes! Congrats to Ikenna and the team for running these livestreams.
More livestreams and content to come out soon with the UltraBeam, so keep an eye out for that.
One big update for the Vortex is that we are finalizing details for a close-loop Vortex kit that allows for full 4th-axis support. That means you’ll be able to control all of the axis (X, Y, and Z), plus the rotary (A) axis simultaneously. This is one of the big features we’ve been working on gSender and SLB for.
Please keep an eye out for news in the next few weeks!
Spindles
We have received another batch of 50 spindles which have been allocated for shipping AltMills. We currently have another 350 spindles on the way, but they are currently delayed in shipping. At the current timeline, we expect the spindles to arrive in the third week of September. Once those are received, we should be shipping the LongMill Spindle Kits shortly after.
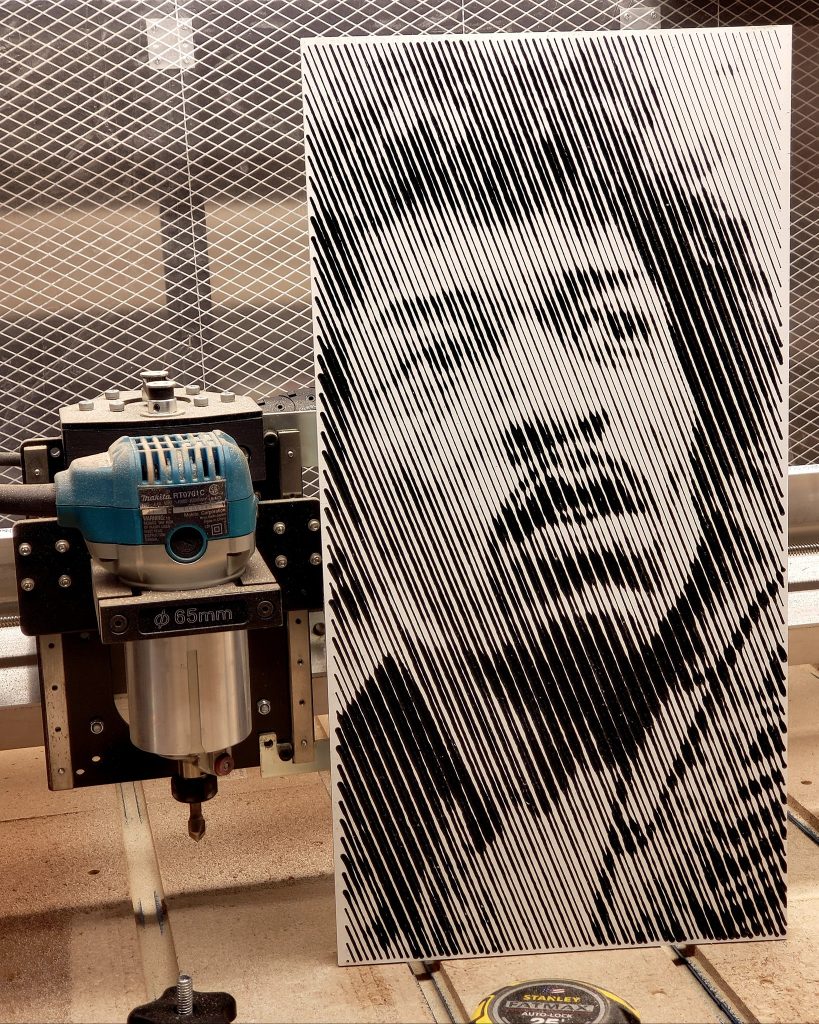
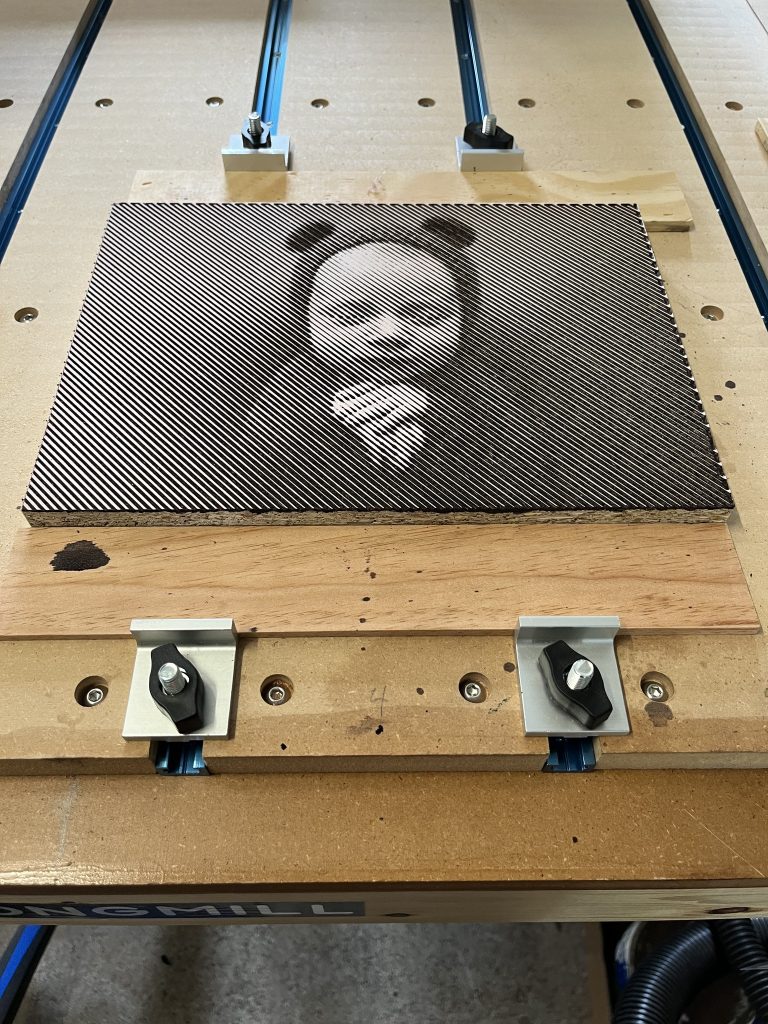
If you’re interested in learning a bit more about spindle and router testing, make sure to check out our video here


We’ve also been experimenting with different size/voltage spindles since we know that the AltMill can handle more power. We’ve of course started with the 1.5KW 110V option since it makes things accessible for the typical hobbyist, we wanted to know where the limits of the AltMill are in case we start getting users that are more industrial or production-focused.

Here’s some testing with a 220V 4.5KW spindle.
It is important to point out that for most people, 1.5KW is still more than enough power for how fast hobbyists are comfortable pushing their machines, and the spindle is more than able to handle anything you throw at it if you slow down the machine to accommodate. Additionally, the 1.5KW spindle is the only option that can run safely on 110V power that comes out of your wall. Larger spindles will require higher voltage (220V) power.
I should also note that while we still recommend getting our AltMill Spindle and Dust Shoe Kit with your AltMill since it’s plug-and-play and will get you set up quickly, you can still also buy other spindles to put on yourself.
At least from our observations, we haven’t seen hobby users fully push the AltMill to its limit. However, we believe that people looking at the AltMill for industrial applications might be interested in a bigger, more powerful spindle, especially if they have power available in their shop.
If you’d like to share your thoughts and opinions, please feel free to fill out the survey below.
Sprouter
We’ve continued to work on this project this past month. We are continuing to test:
- Bearing longevity and performance in different configurations
- Heat management
- Sound and motor tuning
We feel pretty confident in our motor design and construction. However, we’re still left with another frontier to tackle, which is the driver. Having a good driver is important as it allows us to properly and accurately control the speed, improve motor efficiency which in turn reduces heat, and makes the motor quieter.
We have been testing and working with the Chinese manufacturers of the motors to provide us with their drivers. However, while they are close to the performance we are looking for, they still lack the overall performance and speed control precision we want. We will continue to do testing and iron out as much as we can with these drivers, however, we are taking another approach of developing our own drivers.
Here are some pros and cons of going down this path.
- Developing our own drivers means we can tune and perfect every aspect of it. However, we require more advanced hardware and computing on board which adds to the cost.
- Some drivers are already safety certified since they are already used in different applications. Developing our own means we need to do the safety certification, which costs time and money. However, overall, a custom driver will likely be safer since we can use additional safety features like current control and stall detection to stop the device when there are issues.
We also have a first look of PWM control of the Makita router clone!
We are now working on next steps to figuring out ordering and production for the first batch so we can prepare for a launch near the end of the year.
gControl Panel computer
After a lot of digging, we’ve figured out a couple things with the Windows licensing.
- Our computer hardware can run Windows 11 Home and Pro, but it is very difficult for us to get it at a price better than retail.
- Different licenses are needed for different regions, which means that we need to differentiate between computers shipped to different countries.
- An alternative OS is Windows 11 IOT, which is a version of Windows 11 that focuses on systems that require high levels of stability and used in specific applications. For example, they are used in bank ATMs, kiosks, and industrial machines.
As described on the Microsoft Website:
Windows 11 IoT Enterprise LTSC is intended for fixed-function, special-purpose devices that require a long support lifecycle of 10 years. These devices are typically found in industries including banking, quick-service restaurants, healthcare, hospitality, manufacturing, and retail.
Windows IoT Enterprise LTSC is based on the same foundation as Windows Professional and Windows Enterprise, delivering the same compatibility, security and management capabilities required for commercial deployments. Windows 11 IoT Enterprise LTSC provides additional capabilities to lockdown the device experience for public facing or employee facing scenarios along with the ability to customize the operating system footprint.
Windows 11 IoT Enterprise LTSC is available for both x64 and ARM64 architecture.
For more information, see Windows 11 IoT Enterprise LTSC Evaluation.
This is great, because, while a retail Windows 11 Home or Pro license costs over $100, the IOT license is around $35USD. Additionally, these computers can be deployed around the world without the same restrictions as a retail license.
I feel that Windows 11 IOT also aligns with the use case of why we want to offer our own PC solution, which is to improve reliability of the CNC system overall, and reducing the number of variables effecting the reliability of the system is an important way of doing so.
We have those first 50 computers in production now, and are expecting them be ready to ship to customers in late October/early November. More details to come. Depending on popularity and interest, we’ll scale up production for a larger batch shortly after.
Vectric 2024 User Group Meeting

We’re excited to share that we’ll be part of Vectric’s 2024 User Group Meeting! Join us at the Embassy Suites Round Rock in Austin, Texas, on Friday and Saturday, October 11-12, 2024, for a weekend full of learning and fun. We’ll be showcasing the AltMill and Vortex, with Scott as a guest speaker. If you’re attending, we’d love for you to stop by and say hello!
For those unfamiliar with Vectric, they create VCarve, an excellent design tool for CNC projects. You can purchase a copy on our website and enjoy the benefit of owning the software with no subscription fees.
To learn more about the Vectric 2024 User Group Meeting, visit Vectric’s event page.