Hi everyone, we have been working on a bit of a mysterious problem with touch plates over the last little bit and we finally figured out the reason.
If you’ve found that your probe does everything correctly, but when you press “return to zero” on UGS, your bit either crashes or moves to the incorrect location, please read this post as it may pertain to you.
TL;DR
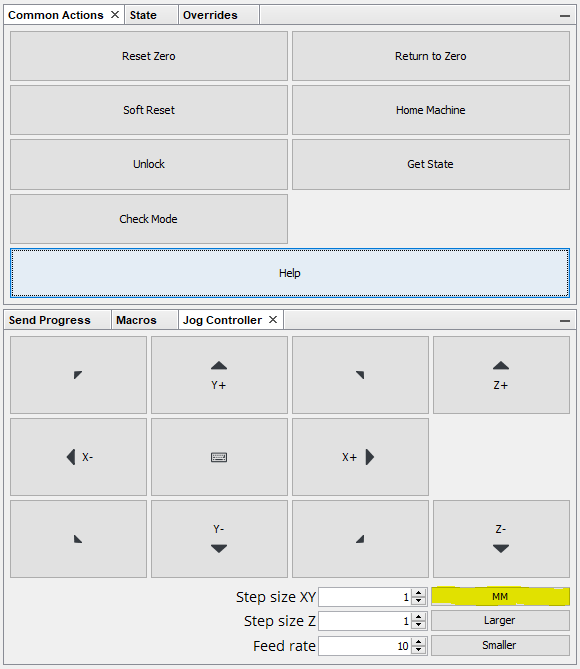
If you don’t want to read all of the nitty gritty, change your units in the jog controller from “inches” to “mm” before running the probe cycle and pressing return to zero. Once you complete this process, you can change it back to “inches” for jogging if you wish.
Doing this before every cycle will ensure that your machine performs its probing cycle correctly.
Please note that we are currently working on solutions to this bug, and we hope to have it fixed soon.
The nitty gritty technical details
If you are using UGS, there is a bug that can cause the touch plate to move farther than the expected origin of your workpiece, which can plunge the bit into the machine bed. This is due to how the probing module is programmed. When you press “Measure outside corner,” UGS enters the probe cycle process, where it sends commands to the machine to move at a specified speed until either the touch plate is contacted or the machine is done travelling the specified distance. This repeats twice for the X, Y, and Z axes, once fast and once slow.
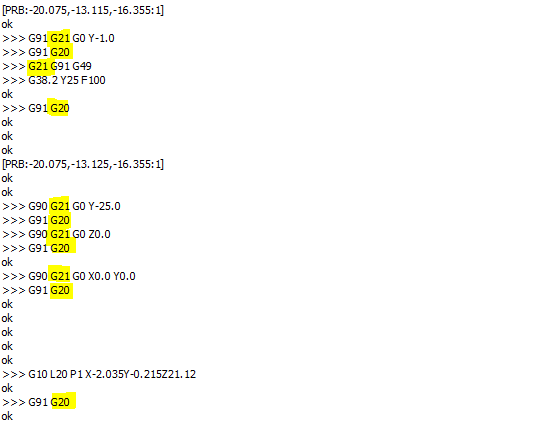
For the probe process, whenever UGS is specifying co-ordinates for movement, it dictates that the coordinates are in millimeters using the “G21” command. Immediately afterward, it will call the default units from the jog control with either “G21” (mm) or “G20” (inches), which is handy because if your probe cycle fails midway, you can still jog your machine the proper amount. This basic pattern of [mm] [action] [co-ordinates] [inches] continues but stops at the last few lines, where the co-ordinates of the measured offset distances were supposed to be in millimeter values, but because UGS did not put “G21” to call it out in millimeters, UGS assigned the co-ordinates to be in inches, as it was the last command to have been sent. Therefore if the machine was supposed to move 2 mm to get to the origin of the workpiece, then it will now move 2 inches.