The LongMill MK3 is the successor to our past line of LongMills. Like the original LongMill, its aim is to provide a beginner friendly experience to people who are looking to get into CNCing, while providing enough power and performance to be a productive machine. The LongMill MK3 was designed to address several of the LongMill’s weak points, integrate new technologies, optimize manufacturability and ease of assembly.
To speak frankly, we designed and we believe that the LongMill MK3 lineup represents the best entry level hobby CNC under $2000USD in terms of performance, design and customer support. We are excited to launch the LongMill MK3, as it represents a huge step forward in the hobby CNC field industry.

Addressing Weak Points in the LongMill MK2 Design
Having shipped over 10,000 LongMills to date, we’ve experienced the impact of many of the design decisions made for our outgoing model, which has helped shape the design of the new LongMill MK3. Here are some of our learnings and takeaways.
V-wheels. While V-wheels are cheap, forgiving, and generally easy to use and maintain, they come with several drawbacks. First is that they require regular adjustment. The user must maintain a specific amount of tension to ensure that there is no play in the machine movement. This level of variability leads to variance in cut quality and tolerance. The use of linear guides, more specifically the HR15 type linear guides and blocks which are also used in the AltMill does not require adjustment and inherently has very little play, allowing for a more rigid machine. This system does have a small but reasonable drawback, which is that the linear guides must be oiled regularly. However, from our experience with the AltMill, this process is simple and easy enough that the process is easier than maintaining v-wheels.
Lead screws and ACME nuts. The ACME lead screw system on initial MK1 and MK2 LongMill designs also required user adjustment. In this design, the user uses a screw to adjust for backlash in the Delrin nut threads by pushing two halves of the thread apart. This also required the user to regularly adjust as the threads would wear. With the MK2.5 design, we implemented spring loaded anti-backlash nuts to the existing lead screw system, which eliminated the need for this adjustment, as the springs would automatically take up slack as the nuts wore down. We chose to stick with the ACME lead screw system over a ball screw system, largely due to cost. A ball screw system requires additional bearing blocks and hardware, and generally does not allow us or the user to cut the rails and lead screws to different lengths to allow variations in sizes like the LongMill does. The existing lead screw system is more than precise enough for the application and allows us to keep the LongMill MK3 at a lower price point.
Open-loop steppers. Due to the nature of open-loop stepper motors, when the LongMill stalls or misses steps, the machine continues cutting, making it difficult to salvage projects. The use of closed-loop steppers means that the machine can detect when it’s lost its position, so that it can pause the cutting job and allow the user to rehome and restart the machine. Closed-loop stepper motors are generally also more efficient and can run faster with more torque, which means that we can run the LongMill MK3 faster and harder than the LongMill.
Implementing New Technologies
The development of the AltMill has allowed us to “trickle down” some of the parts and innovations into the LongMill MK3. While HR15 Linear Motion components are more expensive than v-wheels, due to the larger economies of scale, we are now able to purchase and use them for the LongMill MK3 while keeping a similar BOM price as the LongMill.
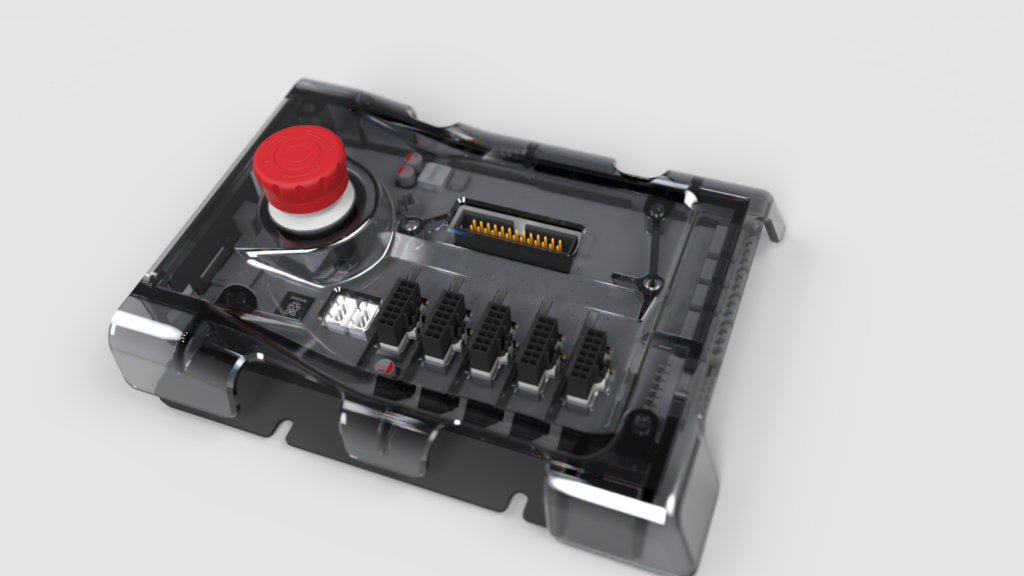
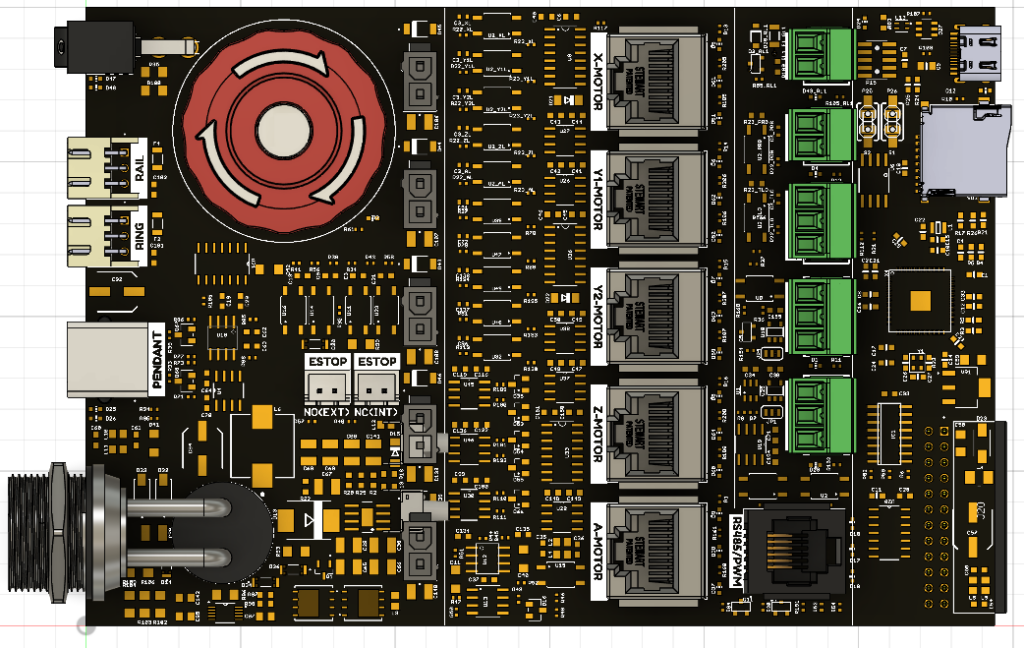
Additionally, our work in creating and improving assembly processes allows us to utilize some of those techniques in the LongMill MK3 as well. We also are using the same types of closed-loop stepper motors and the SLB-LITE controller, which is also possible due to the high volumes of motors we are already buying for the AltMill.
Work in features and improvements in gSender and GRBL-HAL also play a key part of the overall user experience with the LongMill MK3, including stronger integration of an independent 4th axis, auto-squaring, gcode editing, granular control of EEPROM settings, and the use of a tool length sensor. While these features are now available for legacy LongMill users, the LongMill MK3 specifically prepares the use of the machine with the new features in mind.

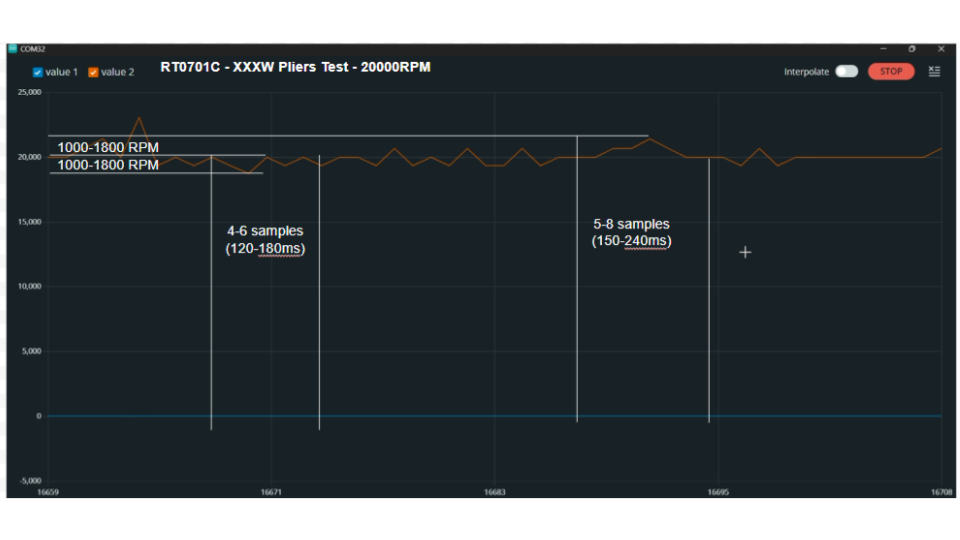
Another key development that was created with the LongMill MK3 in mind is the AutoSpin T1 router. While we’ve been selling and recommending the Makita RT0701 for many years, we developed the AutoSpin T1 to be a successor to it by not only bringing a higher standard of quality and durability, but also the ability to control the router on-off, and speed. Overall, this allows the machine to be closer in functionality to higher end machines that use traditional spindles at a fraction of a cost. The LongMill MK3 was designed specifically with the AutoSpin T1 in mind.
Improving Manufacturability
We’ve made significant improvements to the manufacturability of the LongMill MK3 primarily through reducing the number of unique parts and pre-assembly of certain components.
The LongMill MK3 contains approximately 30 unique components, which is a 25% decrease from the LongMill MK2. We were able to do that by:
- Eliminating the need for rail feet by having the LongMill MK3 Y rail screw directly into the wasteboard
- Using T12 hardware across all axis, rather than using T8 on some and T12 on others
- Integrated mounting points for the drag chains
- Integrated motor and sensor cables
While decreasing the bill of materials by 10 unique components might not sound like a lot, this eliminates a lot of work including supply chain and sourcing work, QA, documentation, and even resource development. We are also able to purchase larger quantities of parts, which helps improve our economies of scale and bringing the overall cost of the machine down.
Improving Ease of Assembly
The LongMill MK3 substantially increases the ease of assembly with more of the machine assembled in house. We’ve chosen to move in this direction because:
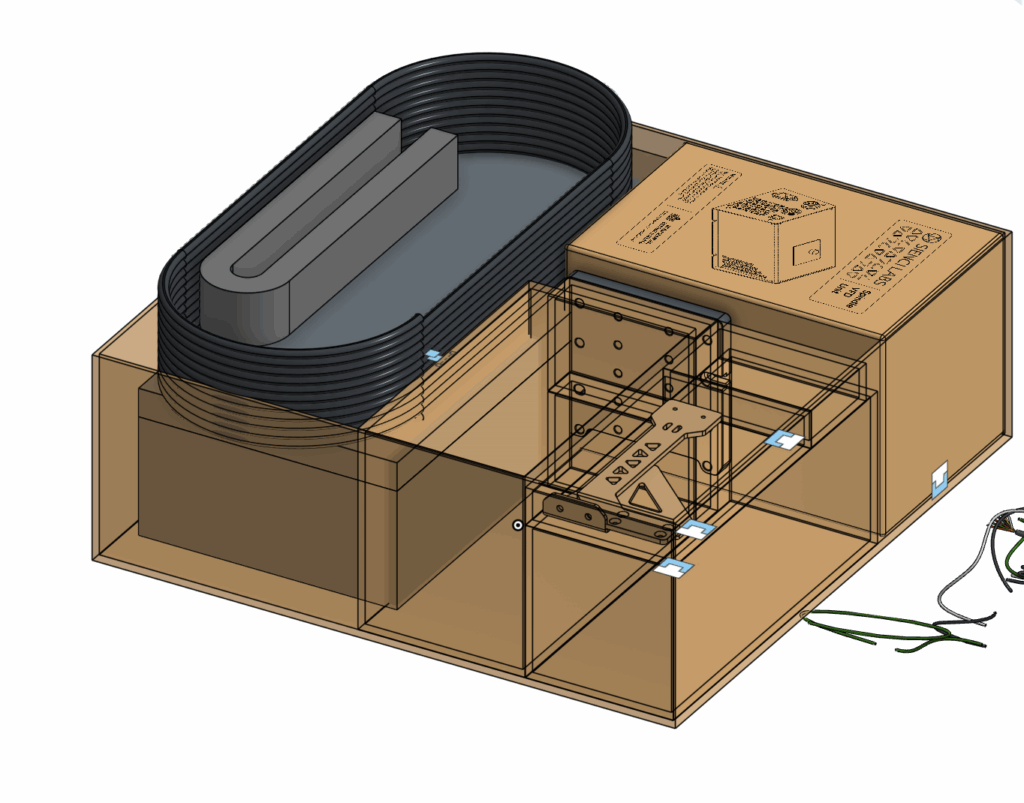
- It eliminates a lot of packaging, as we don’t need to individually pack items into boxes and bags
- We can perform more QA checks through the assembly process by ensuring that parts come together with the proper fit and finish
- Tools and processes implemented in the production and assembly of the AltMill product line allow us to speed up the process of assembly for the LongMill
- We can reduce the amount of development needed for assembly resources
- The time that the customer needs to assemble the machine is significantly lower
Like the AltMill line, the LongMill MK3 will be manufactured and assembled wholly in house at our shop in Waterloo Ontario, which allows us to keep a close eye on quality throughout the whole batch.
Additionally, as we mentioned earlier, there are way fewer unique parts, which means that for the parts that the user does need to self assemble, this process will be easier overall. Based on our testing, we expect users to be able to assemble and set up their machines in less than an hour, 2-3 times faster than the outgoing generation.
Competitive Landscape
Since the original LongMill launched in 2019 and especially in the past year, we’ve seen a ton of new launches for beginner friendly CNC machines, some from the Chinese market and some from the North American market.
With CNC technology becoming more accessible and affordable, we’ve seen a lot of growth in the beginner and hobbyist market. This gives us a lot of new insights on what we think works and doesn’t work.
A move away from belts and wheels: Earliest hobby CNC machines used belts and wheels in their motion system. While cheap, these components require adjustment and lack the rigidity that hobbyists expect today.
Pre-assembled/partially assembled machines: Users expect machines to be much easier to assemble, with most machines pre-assembled or partially assembled, requiring the user to only need basic assembly and wiring to complete the machine.
Closed-loop motors: While at the moment, most hobby CNC machines still use open-loop motors, we expect to see a shift towards more closed-loop motors for their performance advantages. As we discussed in the article about the Closed-Loop Stepper Motor Kit for the LongMill MK2 (https://sienci.com/2025/12/15/everything-you-need-to-know-about-the-closed-loop-stepper-motor-kit/), we’ve seen prices come down for the components needed for closed-loop stepper motors as they become more popular in CNC machines.
Performance Differences
With the conjunction of closed-loop steppers and thicker lead screws, we are able to push the rapid speeds of the LongMill MK3 to almost double the speeds of the MK2.
LongMill MK2
- X and Y default max rapid speeds = 4000mm/min, 157IPM
- Z default max rapid speed = 3000mm/min
LongMill MK3
- X and Y default max rapid speeds = 7000mm/min, 275IPM
- Z default max rapid speed = 6000mm/min, 236IPM
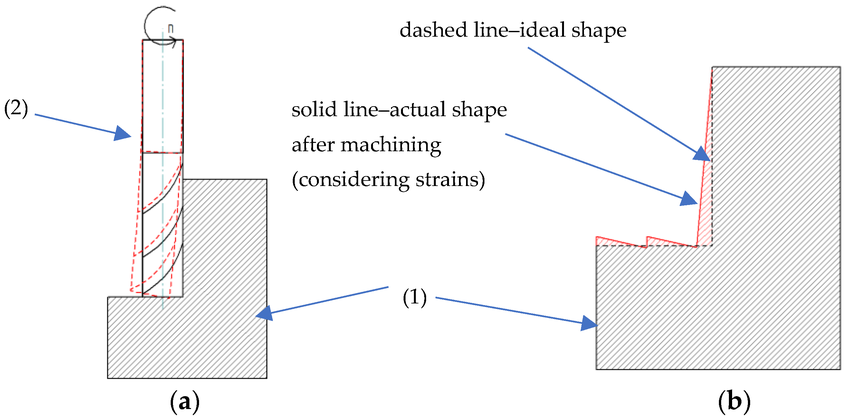
Rigidity
The performance of any CNC machine depends a lot on the overall rigidity. Based on our testing, we are able to see between 60 to 80% improvement in overall rigidity of the machine. This means that not only can the machine move faster, it can handle the extra power. In practice, this means shorter cutting times, cleaner results, and more reliability overall.
| Comparison at 25N/5.62lbs | ||
|---|---|---|
| Positive X (thou) | Positive Y (thou) | |
| LongMill MK2 48×30 (extrapolated) | 7 | 10 |
| LongMill MK3 48×30 | 4.5 | 8 |
| Difference (thou) | 2.5 | 2 |
| Difference (%) | 64.29% | 80.00% |
| Comparison at 50N/11.24lbs | ||
| Positive X (thou) | Positive Y (thou) | |
| LongMill MK2 48×30 | 14.2 | 20.7 |
| LongMill MK3 48×30 | 10 | 11 |
| Difference (thou) | 4.2 | 9.7 |
| Difference (%) | 70.42% | 64.29% |
Pricing
Pricing and sizes for the LongMill MK3 series will be approximately the same as our prior generation machines:
- LongMill MK3 30×30 ~$1400USD or $1890CAD
- LongMill MK3 48×30 ~ $1800USD or $2430CAD
We’ll once again be offering a bundled Beginner’s Kit, which will include the AutoSpin T1 router, an AutoZero Touch Plate, a dust shoe and some end mills, This bundle will offer savings around $100CAD/$110USD vs buying these accessories separately.
Please note that pricing may change slightly at launch/production.
Production Schedule
Pre-orders are expected to open up May 26, 2026 at 11AM EST.
When pre-order opens we will share an expected shipping date, which is looking like mid-to-late August, possibly early September (at the time of this Blog). We are currently in production for 1000 units.
Stay tuned for announcements in three weeks.
FAQs
Will I be able to upgrade my LongMill MK1, MK2, or MK2.5 to the MK3?
Practically speaking, no. The LongMill MK3 is a complete rework of the design and so the cost difference between buying a new, full machine and doing an upgrade would be negligible.
Can I use a spindle with my LongMill MK3?
Yes, you can use the same spindle kit that we currently offer for the LongMill MK2.5 on the LongMill MK3 with essentially the same installation instructions. It should be noted that since the spindle is larger, users may lose some travel in the X.
If I buy a 30×30, can I upgrade to a 48×30 later?
Yes, we will make the parts required to increase the size of the X axis to turn a LongMill MK3 30×30 to a 48×30 available. However, we do not currently have specific plans to have them available at the time of launch.
What is the difference between the LongMill MK3 and the AltMill?
We built the LongMill MK3 with entry level/beginners on a budget in mind. The AltMill is aimed more towards pro-sumers and semi-industrial use. For a full comparison, check out our video:
Is the LongMill MK3 compatible with the Makita RT0701?
Yes it is, and all LongMill MK3s will come with a 65mm mount. Please note that you may need to use an extension cable for the Makita RT0701 to pass through the drag chains.
Does the LongMill MK3 support Sienci Labs’ accessories?
Yes, any accessories from the LongMill MK2.5 and prior will work with the LongMill MK3, with the exception of dust shoes, which have been design specifically for each machine.
Can you tile/pass sheets through the back of the machine?
Yes, just like all other LongMills, the rear of the machine is open and you can pass larger sheets through the machine. It should be noted that you may need to position or route the Y motor cable in a way to prevent interference with material if you do choose to do tiling.
Can you mount the LongMill MK3 vertically?
Yes. With the substantially stronger motors and larger lead screws, we expect essentially no performance drawbacks in mounting your machine vertically.
What will support look like for owners of LongMill MK1, MK2, and MK2.5 machines?
Support will continue to be largely the same. We have stockpiled between 3-5 years of spare components to support our users of older machines, and open source design files and specifications are available through the respective resource pages of each machine to allow users to source alternative components if necessary. Otherwise, technical support will remain the same between all of the different versions of the machine.