Hey there, thanks for checking in on our January 2024 production updates!
A lot of info to share here, some of which are updates we talked about in the December 2023 update here, so if you haven’t read it yet, then make sure to check it out.
Holiday Break
Please note that our offices will be closed from Dec 23 to Jan 1st. We will reopen on Jan 2, 2024.
During this time:
- Shipping of items may be paused until we return.
- We may not have someone answering phones at this time.
- Responses to emails may be slower than normal.
NEXUS taxes for USA
Due to the scale of the company and sales in the US, we may have to start remitting sales tax to some US States once we reach certain thresholds. Starting Dec 18, 2023 and going forward, we will be collecting and remitting sales tax for Florida.
We are continuing to work with our accounting and finance people to slowly figure out how all this tax stuff works, so keep tuned as things may change over the coming year.
Move complete
Our move is done! We are now completely cleared out of our 372 King St N, Waterloo location. For any appointments, mail, and packages, make sure to send things to our new address Unit 1B/1D – 120 Randall Drive, Waterloo ON.
LongMill Production
Production for LongMills continues to go smoothly, with most machines shipping out within a few days. With some people taking vacation at this time, it may be a little bit slower than usual, but we are also expecting to have a few new hands starting for packing and operations starting in the new year.
Vortex Rotary Axis and LaserBeam
Vortex parts are on the way and are expected to arrive around mid to end of January, at which point we will continue to ship Vortex. Orders are expected to take a few weeks to ship.
LaserBeam orders are shipping within a few days.
CO2 Laser
CO2 Laser development is now officially in progress! Check out the amazing video here:
Interested in following along development? Sign up for the mailing list here.
Want to help us understand what you’re looking for in a CO2 laser? Fill out the survey here:
https://docs.google.com/forms/d/e/1FAIpQLSffBHaWX0N8alf597e_5kbCjd_bsgglIzursC7rfZL8Pby68A/viewform
AltMill development
AltMill development continues to move along. We are now waiting for new parts to arrive for the AltMill. We were expecting parts to arrive by the end of December, but due to some initial shipping issues, we expect that it will be more likely to arrive by mid-January.
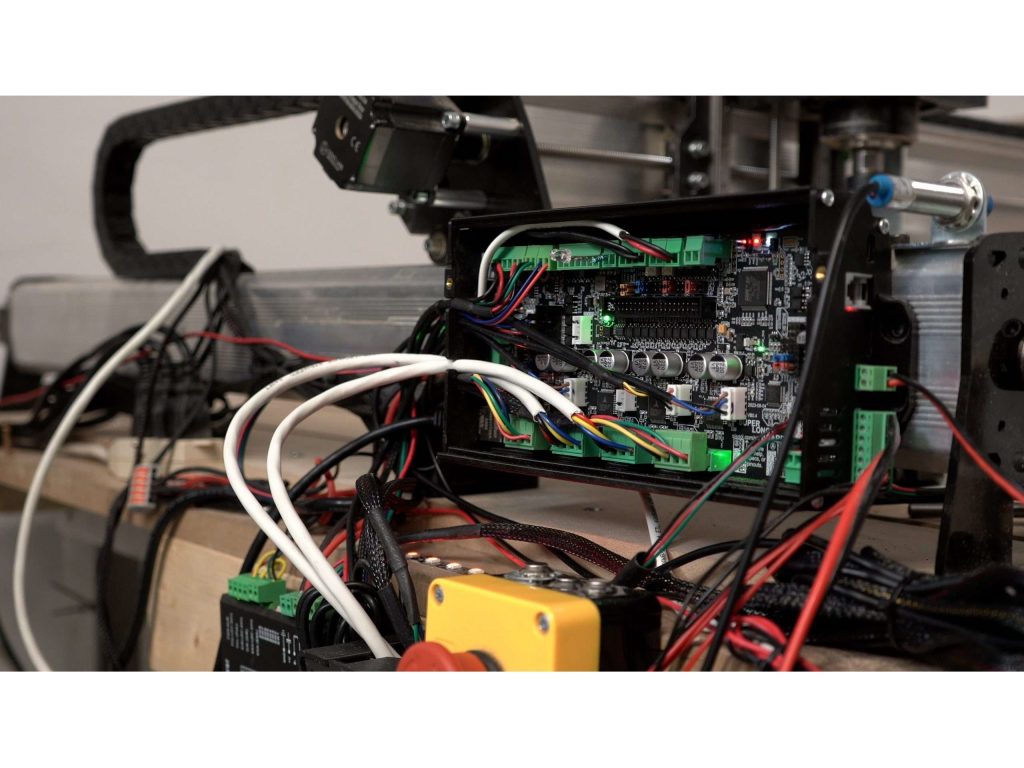
We’ve also started testing close-loop steppers with the AltMill prototype. With Daniel’s setup, we were able to achieve up to 17,000mm/min (around 670in/min) rapids on the X. We are waiting on a few more motors to come in to set up all of the axis, so that we can test them all simultaneously. For context, the max rapid speed set for the LongMill is 4000mm/min.
This is where things get a little dicey since the mass and inertia of the machine running that fast can definitely do some damage to a person. In practice though, having speeds that fast probably won’t matter that much without a spindle and bits that can handle it.
I have spent a few days in December working on a couple of personal projects with the AltMill prototype. Although this isn’t going to be the final version of the machine, I figured it would be a good way to start to understand the workflow of using a 4ft x 4ft machine. I also set up a Beelink computer and a touch screen for some testing of potential future interface for gSender.
Here are my notes:
- I haven’t made anything that needs the full bed, but what I noticed was it is a lot more convenient to work with larger sheets because they need less processing
- I can see myself wanting a 4×8 sometime down the line because you basically can buy one sheet and just keep cutting with it. I have been getting full 4×8 sheets and passing them through the back without cutting them down so far.
- The machine is more solid and I have more confidence in pushing it harder. Because all of the defaults are set to the same/similar to the LongMill, everything seems slooooow.
- Given this, I feel like going in the direction of close-loop zoomy steppers is going to make a big difference in the user experience
- Having a chunkier machine does give a lot more confidence, especially not having to worry about stuff being adjusted correctly
- Having the touch screen is actually mint
- Controlling the machine is super easy, the keyboard and things pop up and disappear perfectly
- The zooming sort of doesn’t work but you sort of dont really need it much
- The networking to share files is basically seamless
We were expecting to receive the first set of parts at the end of December. However, due to some delays and issues with the shipping, we are now expecting them to arrive in mid-January. Once these parts arrive, we will be putting together the first prototype of the new design. It looks like the rails have actually come in but I haven’t gotten a chance to look at them yet.
If you are interested in getting on the list to order an AltMill sometime this year, make sure to fill out the survey and read the blog post here: https://sienci.com/2023/11/22/putting-the-altmill-project-back-on-the-burner/
A couple of people have asked us about the QA process. Here is my answer from the forum.

https://forum.sienci.com/t/altmill-cnc-update-whats-new/10369/9
I think that it’s hard to have a specific QA plan or process in place until we go into production. The fact of the matter is that the process depends largely on the actual scale of the production.
There are a few things that we learned from QA for the LongMill that carries over to the AltMill including:
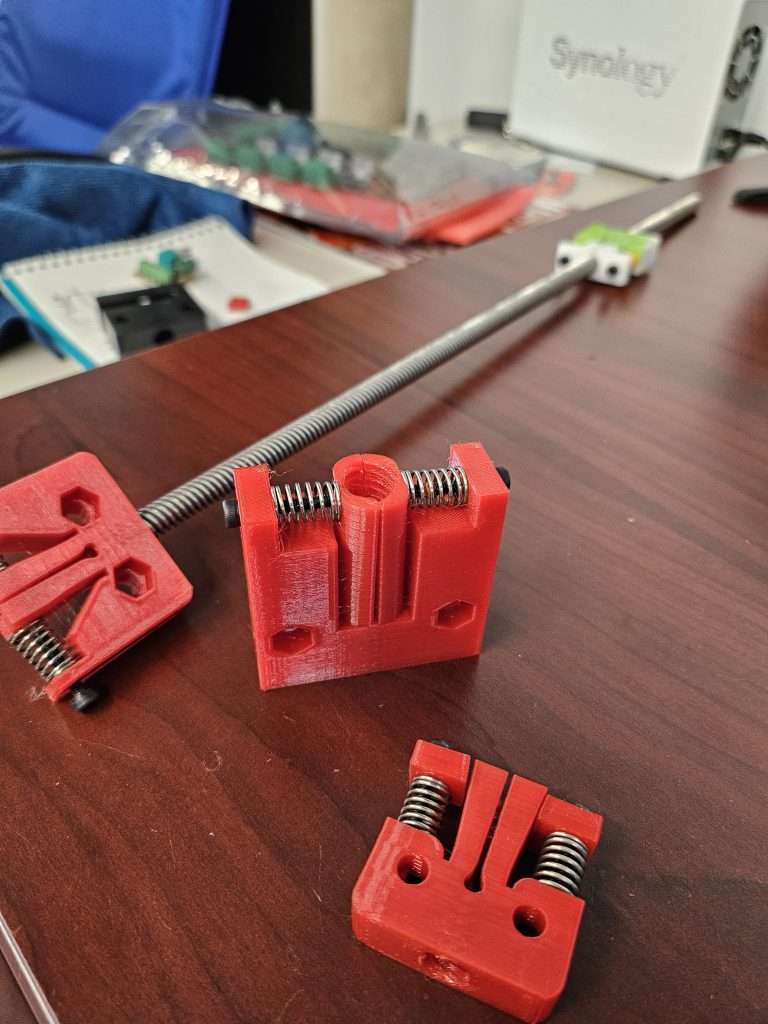
- Isolating parts and making them perfect, so that they can be eliminated as a source of error. For example. When we first started producing the LongMill, a lot of the parts were off the shelf, such as the coupler. What we found was that because the couplers from different manufacturers could be inconsistent at scale, we basically just designed and manufactured our own version at a higher level of specified tolerance. At this stage, nearly all of the parts that go into the LongMill are custom-made and redesigned internally, which has greatly improved the fit and finish as well as lowering issues that customers get with quality. The AltMill will almost certainly follow the same path, but likely even sooner because we have processes and manufacturer contacts that can make many of our parts.
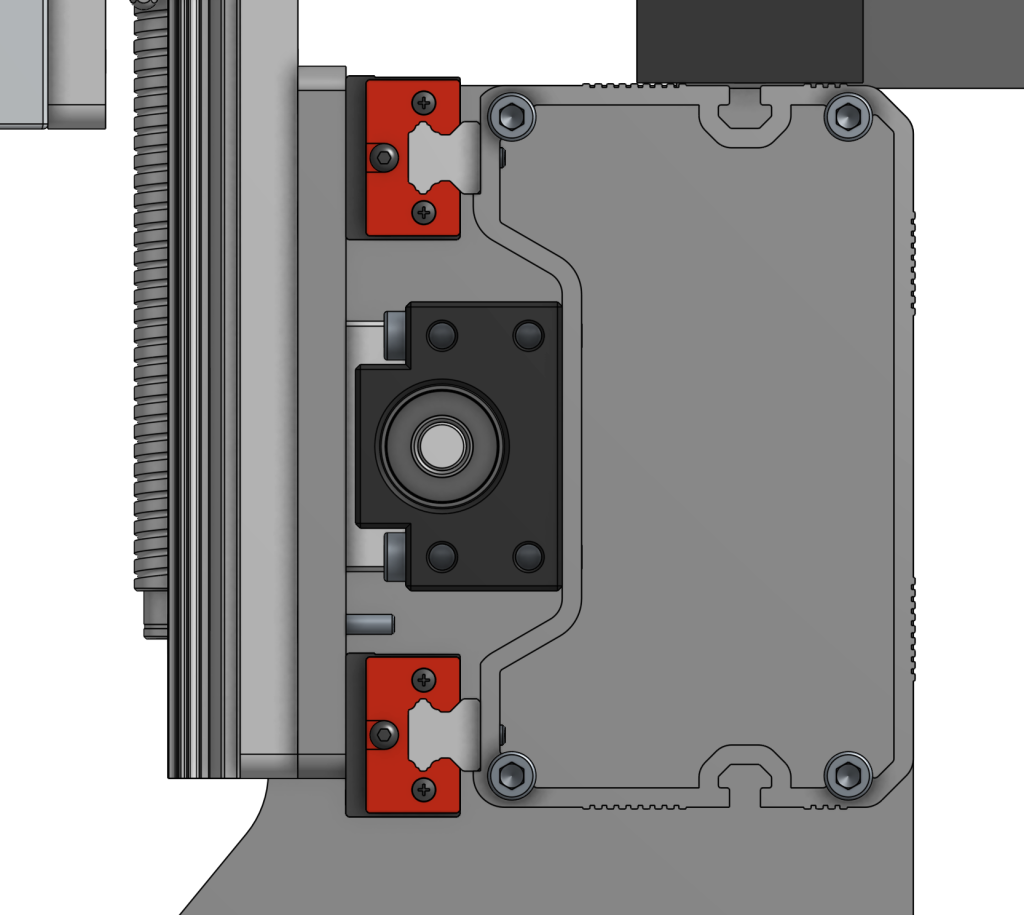
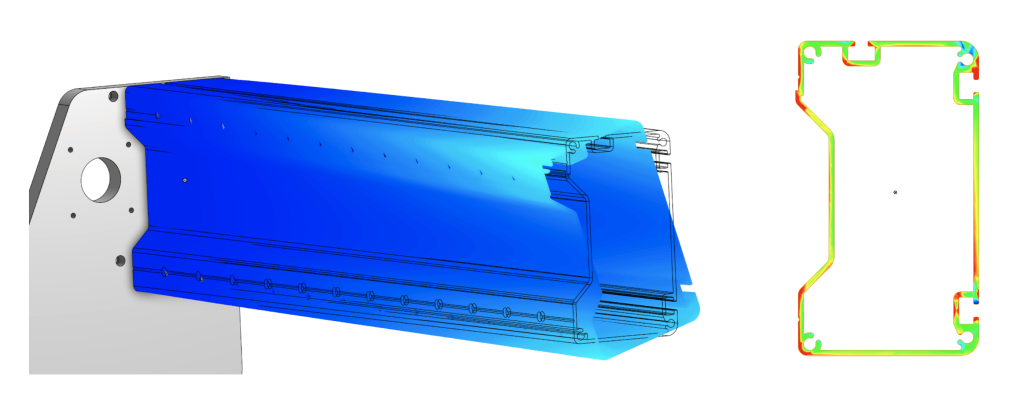
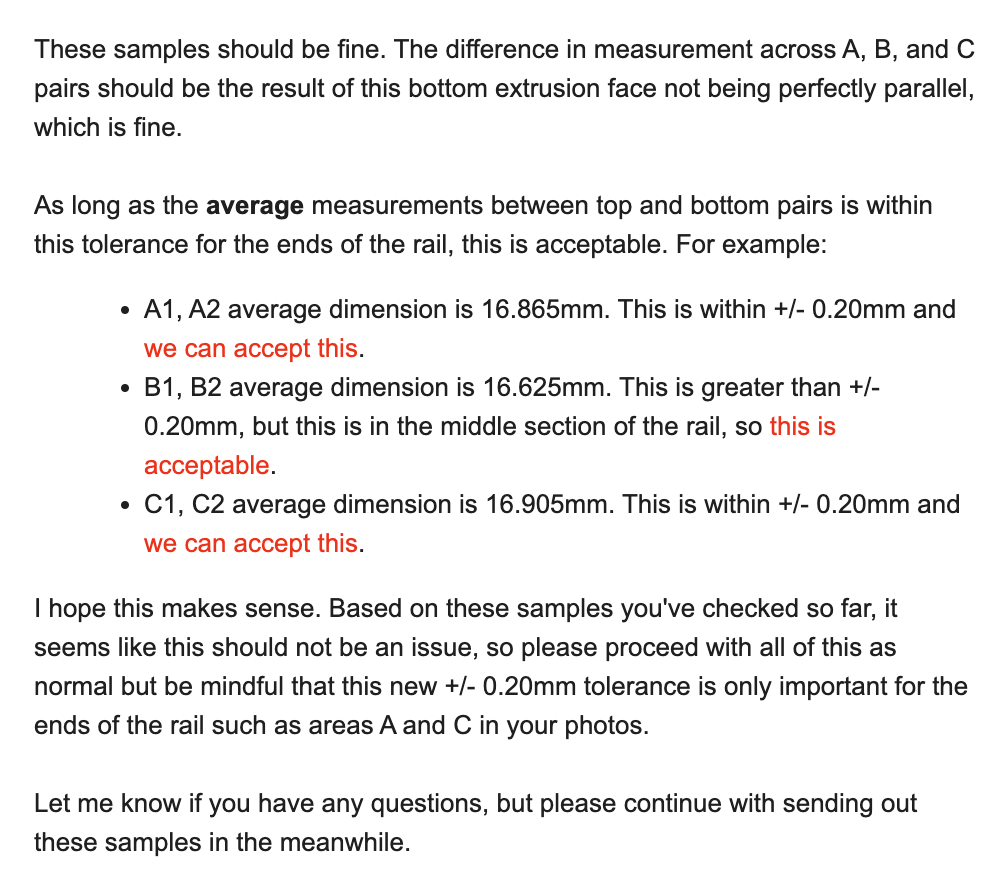
- Focusing on good design and ease of assembly will pay large dividends in production. There are many aspects of the AltMill that take the strengths and weaknesses in the accuracy of the manufacturing processes to ensure that the machines assemble easily and are to spec. For example, and something we mentioned in the AltMill update video, is that because while aluminum extrusion is generally considered a process that produces very high-accuracy parts, it also has a tendency to twist and warp during manufacturing, having machined faces and using a frame that self-aligns itself allows us to compensate for minor deviations to our specs.
- The cost-benefit analysis of good quality always outweighs the cost of customer service. The result of having bad-quality parts and products is that we need to do customer service to fix the issues, which costs the company time and money. Some of these costs could be the part itself, shipping, the time from our technical support team, lower customer satisfaction, and lost time for the customer in using their machine. While the cost of the part might be a few dollars, after the time, troubleshooting, and shipping, the issue might cost us a hundred dollars or more. So basically in almost all cases, it’s a better cost-benefit to check our parts better and produce higher quality items.

I think generally speaking the AltMill will actually be easier to QA for, because we’re bringing more the assembly in house, which will allow us to make sure the machine works before we get it to the customer, and second, we are using more higher precision components around the AltMill so that there should be less issues that come from mismanufactured parts.
There are a few concerns we still need to test and address including:
- Because the machine is running faster and experiences more forces, making sure that bolts don’t come loose over time
- Tolerance for lack of maintenance, since components like the ball screw and linear guides need proper lubrication otherwise can fail prematurely
To answer some of the general questions we got in the survey…
Q: Any option to cut vertically?
A: I don’t think we are planning to build anything that would facilitate this, and the weight of it would make it much more difficult. It seems a bit impractical at this size, even though I feel pretty confident that the hardware could handle it.
Q: Will the AltMill use the SuperLongBoard?
A: Not exactly. The SLB doesn’t offer any outputs for controlling external drivers except the A-axis/4th axis. However, we are most likely going to make a new version of the SLB that has outputs for the drivers and no integrated drivers, so that we can offer the same functionality of the SLB and use external drivers.
Q: Will this support an automatic tool changer?
We don’t have specific plans to make a ATC right now, but with the IO on the modified SLB, you should be able to integrate your own.
Q: What is the overall footprint?
The AltMill will have a minimum cutting area of 4ft by 4ft (with some extra travel room to spare), with the ability to pass through the back of the machine. The footprint is approximately 59 inches by 59 inches square. Size might change slightly at production.
If you want to learn more about the AltMill project, expected pricing, and more, please check out the video and the blog here:
Sienci Router
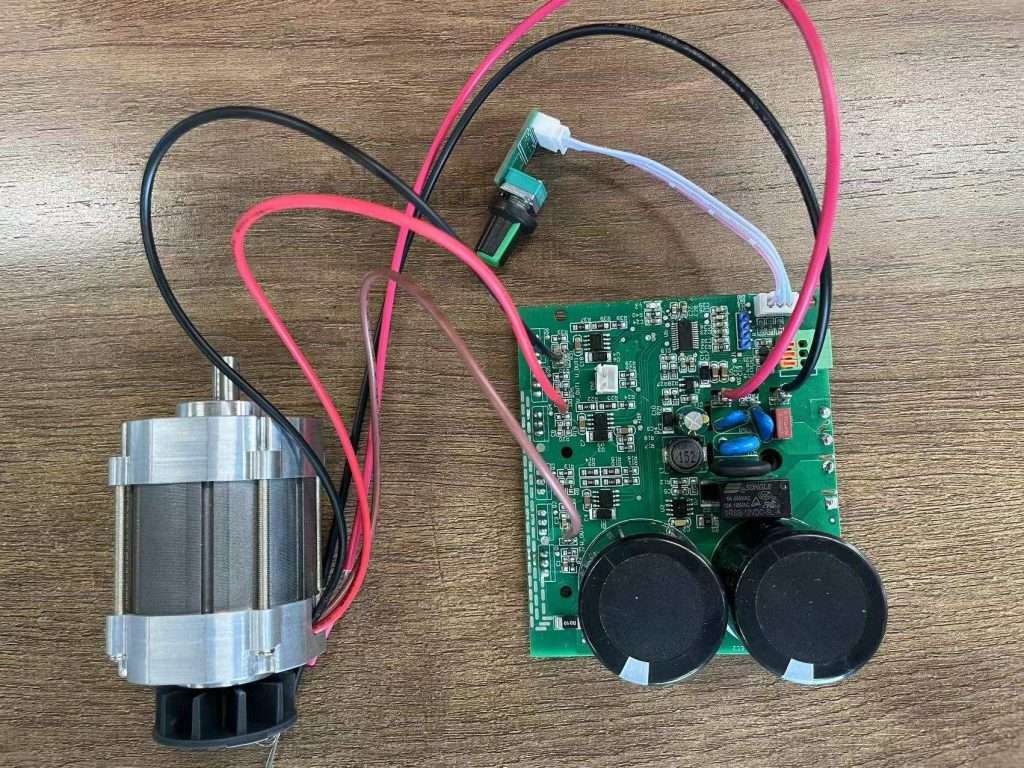
After a bit of a mixup where we had the motor sent to the wrong address, we were able to get a new one and start testing. As we were discussing in the last update, we decided to dive into using BLDC motors because of the benefits we feel like worth getting over the universal motors we initially were exploring.
We found that for BLDC motors running at this higher voltage, there weren’t a lot of options we could find. We did find an off-the-shelf motor that are used in commercial grade blenders we got a sample from the manufacturer, and hacked together an old Makita router to build a sort of BLDC router frankenstein.
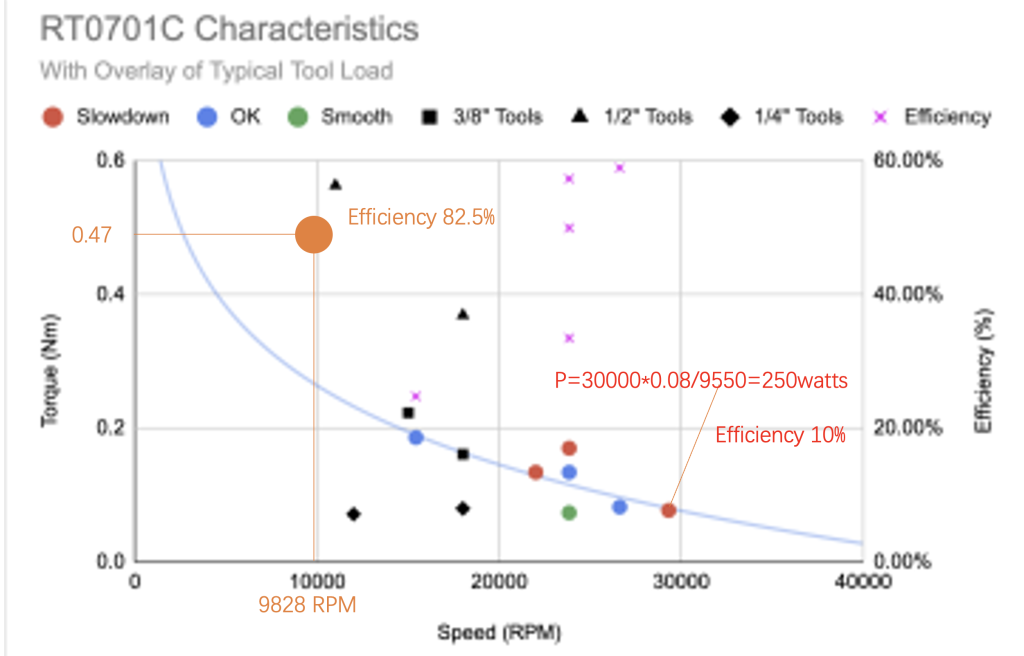
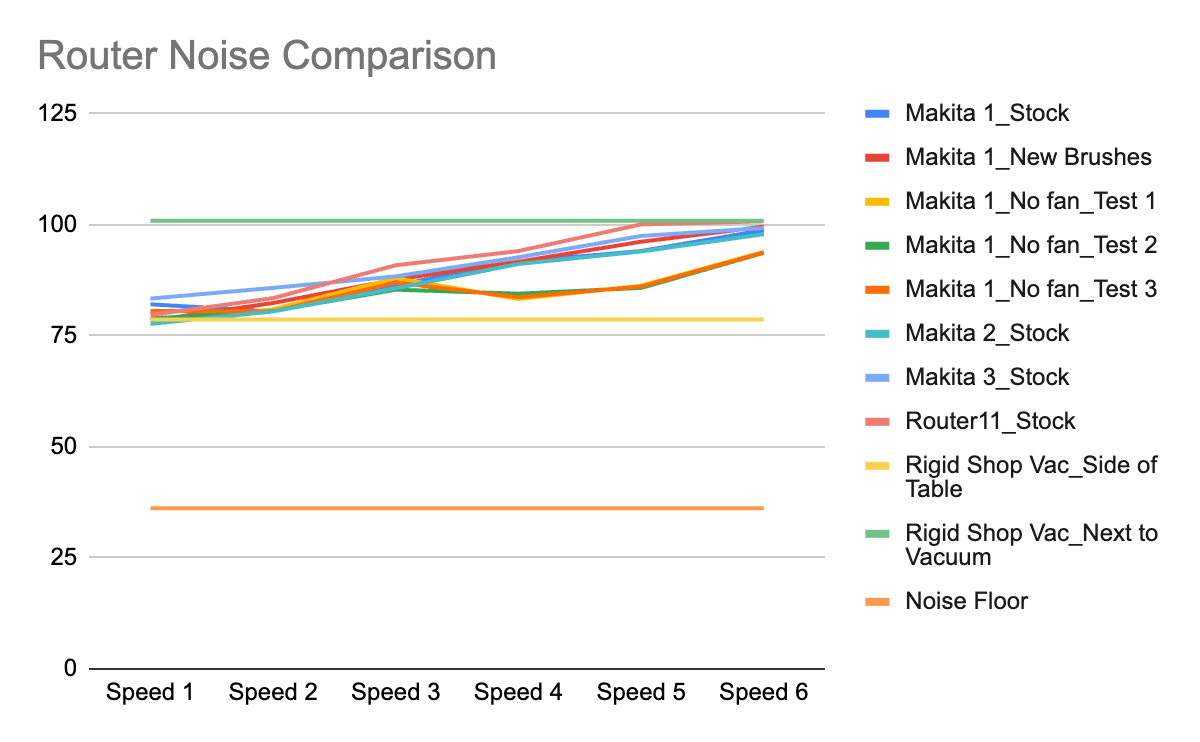
The motor that we got maxes out at 8100RPM, which isn’t the optimal speed for the type of cutting we want to do, but for the sake of testing, we tried to do some comparisons between the different routers we have here. We also have a power output limit of 400 watts.
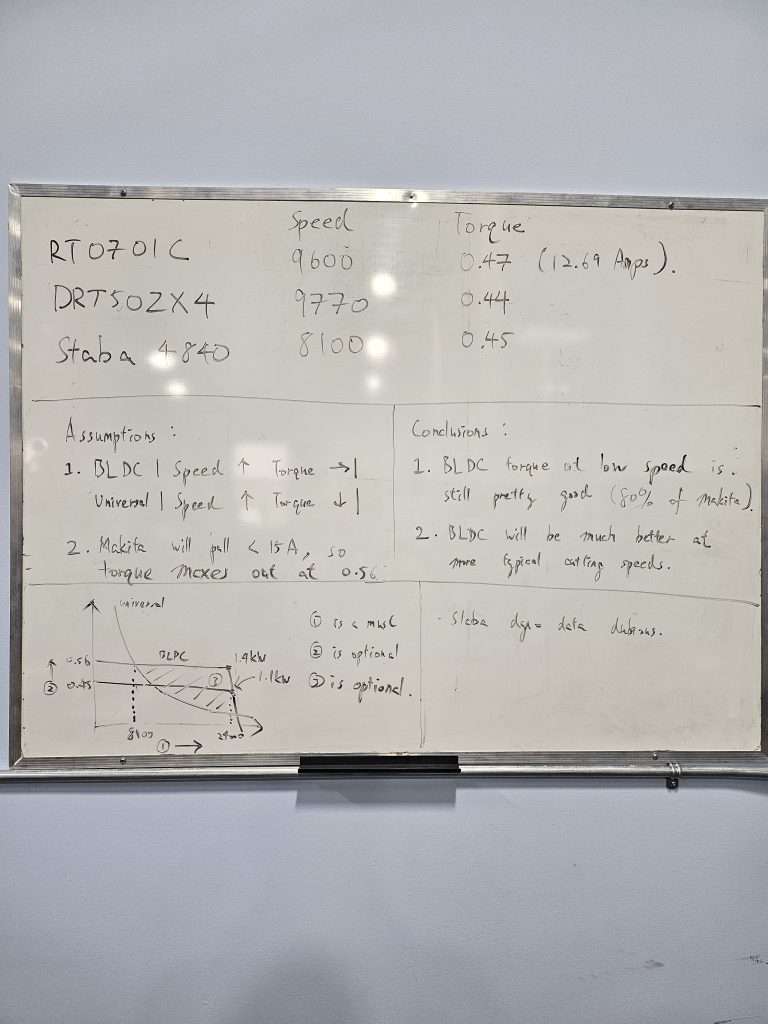
Basically what is important is the torque of the motor at the given speed, since the motor can overcome the cutting forces on the bit. From Johann’s observations, at the lowest RPM setting on the Makita, the router stalls out at a torque of 0.47N.m, pulling 12.69A or around 1500 watts from the wall. The BLDC motor stalls at 0.45NM but only draws around 400 watts from the wall.
Additionally, the motor behaves the way we wanted it to, which is to run at the same RPM until it stalls. This is important because when a CNC machine starts cutting, there is a situation where if your RPM drops and your chipload and forces increases, it bogs the spindle or router down even more, eventually causing more issues.
It should be noted that based on our understanding of universal motors used in the Makita, the torque of the motor drops proportionally to it’s RPM, which makes sense because it is also partially limited by the amount of power it can draw from the wall.
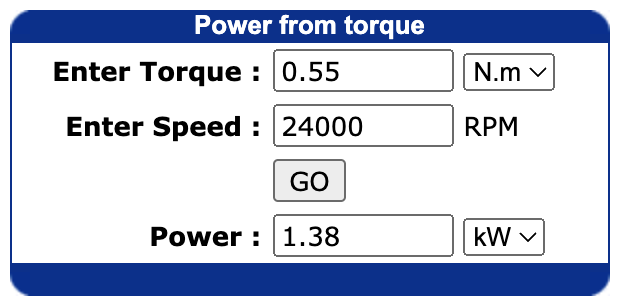
The BLDC however is designed to keep the same level of torque through the whole speed range. We are specifying our second prototype to have a torque of 0.55N.m, which means that at 30,000RPM, it will draw a full 1500 watts, which in theory would match 1.5KW spindles. I think that in practice however, there aren’t much or any scenarios users would need to run their routers so fast, and we are focusing on having a max RPM of 24,000 instead.
We believe that if we modify the motor to run at the higher RPMs, the BLDC limited to 400 watts will run close to identical to the Makita router. However, considering that there are still situations where the Makita bogs down on the LongMill, if we can get a bit more headroom, that would be ideal.
Based on some general calculations, if we target a 0.55N.m spec on the BLDC, we can get about 1.3-1.5Kw of power, which may be close to on par of a spindle.
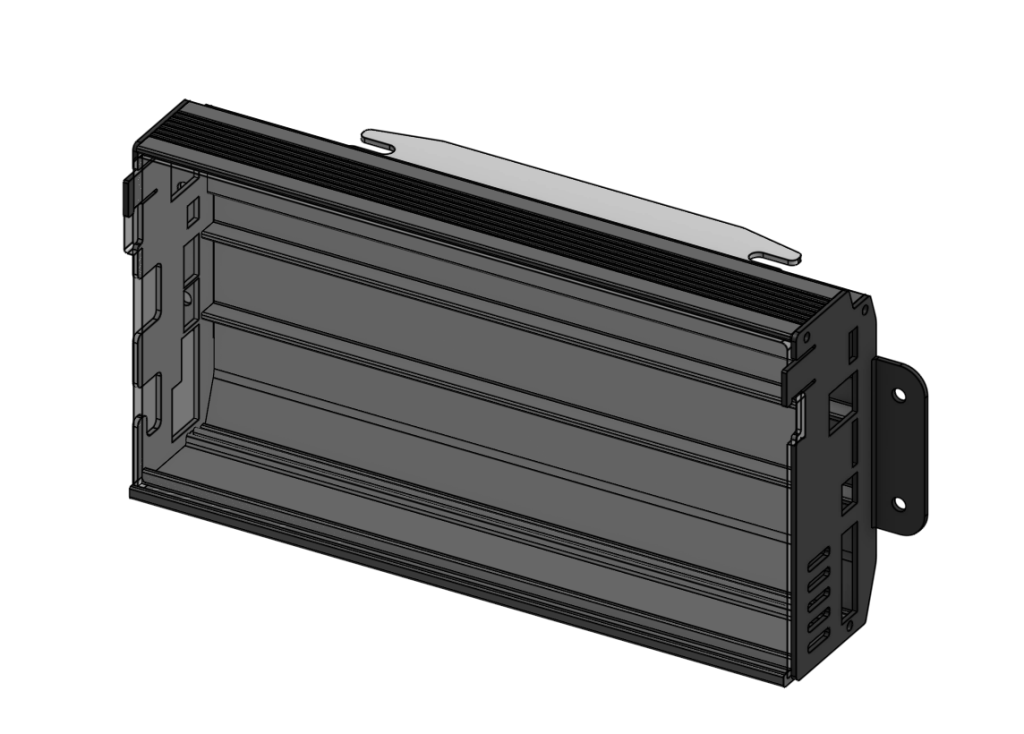
There is still a lot of testing and benchmarking to do, but we are continuing to make progress. The next sample will probably take 2-3 weeks to be made, so I would guess we’ll have them at the start of next year. In the meantime, Johann has been working on the mechanical design and housing for the motor.
gSender

The gSender team have been continuing to work hard to put together a new version of gSender which will merge features and functionality from gSender Edge to the main version of gSender. For complete list of features in gSender Edge, please check out the resources here.
- Improvements and bug fixes for running the Vortex
- Probing with touchplate on all corners
- Communication, flashing, and additional features for the SuperLongBoard
- Faster and smoother gcode visualization screen
- Warning for zeroing
- Improvements to the gamepad/controller functionality
- Improvements to remote mode/pendant functionality
- Maintenance warnings and tracking
All of our beta testers and myself have been using the latest version of gSender Edge to test the SLB and our machines and help with the bug fixes. So far the extra features have been amazing. You can also check out the latest version, V1.3.10, here.
We expect to have more updates and information come out around the middle to end of the month when the new version of gSender is ready.